| 锡含量≥ | 303% | 品名 | 0#锡 |
| 牌号 | Sn99.90 | 产地 | 绿色西南 |
| 分量 | 421kg/块 | 杂质含量 | 408% |
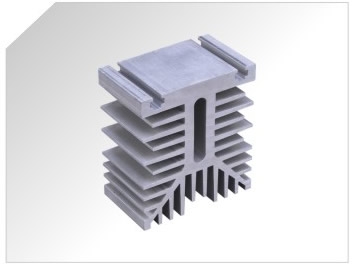
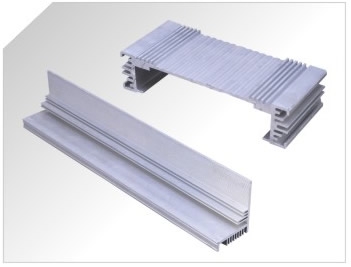
了解一下工业铝型材的出产流程。 1、熔铸是铝材出产的首道工序 首要进程为: (1)配料:依据需要出产的详细合金牌号,计算出各种合金成分的添加量,合理调配各种原材料。 (2)熔炼:将配好的原材料按工艺要求参加熔炼炉内熔化,并经过除气、除渣精粹手法将熔体内的杂渣、气体有用除掉。 (3)铸造:熔炼好的铝液在必定的铸造工艺条件下,经过深井铸造体系,冷却铸造成各种规格的圆铸棒。 2、揉捏:揉捏是型材成形的手法。先依据型材产品断面规划、制造出模具,使用工业铝型材揉捏机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在揉捏时还用一个风冷淬火进程及这以后的人工时效进程,以完结热处理强化。不同牌号的可热处理强化合金,其热处理准则不同。 3、上色(此处先首要讲氧化的进程) 氧化:揉捏好的铝合金型材,其表面耐蚀性不强,须经过阳极氧化进行表面处理以添加铝材的抗蚀性、耐磨性及表面的漂亮度。 其首要进程为 (1)表面预处理:用化学或物理的办法对型材表面进行清洗,*显露纯洁的基体,以利于取得无缺、细密的人工氧化膜。还能够经过机械手法取得镜面或无光(亚光)表面。 (2)阳极氧化:经表面预处理的型材,在必定的工艺条件下,基体表面发作阳极氧化,生成一层细密、多孔、强吸附力的AL203膜层。 (3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙关闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色通明的,使用封孔前氧化膜的强吸附性,在膜孔内吸附堆积一些金属盐,可使型材表面闪现本性(银白色)以外的许多色彩,如:黑色、古铜色、金**及不锈钢色等。
阳极氧化铝板氧化膜结构、性质:
阳极氧化膜由两层组成,多孔的厚的外层是在具有介电性质的细密的内层上上成长起来的,后者称为阻挡层(也称活性层)。用电子显微镜调查研讨,膜层的纵横面简直全都呈现与金属表面笔直的管状孔,它们贯穿膜外层直至氧化膜与金属界面的阻挡层。以各孔隙为主轴周围是细密的氧化铝构成一个蜂窝六棱体,称为晶胞,整个膜层是又无数个这样的晶胞组成。阻挡层是又无水的氧化铝所组成,薄而细密,具有高的硬度和阻挠电流经过的效果。阻挡层厚约0.03-0.05μm,为总膜后的0.5%-2.0%。氧化膜多孔的外层首要是又非晶型的氧化铝及小量的水合氧化铝所组成,此外还含有电解液的阳离子。当电解液为硫酸时,膜层中硫酸盐含量在正常状况下为13%-17%。氧化膜的大部分优秀特性都是由多孔外层的厚度及孔隙率所觉决议的,它们都与阳极氧化条件密切相关。
怎样才干够进步工业铝型材的出产功率,下面就为我们介绍一下: 主机空载时刻 此时刻首要受铝揉捏设备规划理念及设备作业自身的约束,可是,因为铝揉捏设备长时刻处于接连作业状况,配件磨损或许程序呈现异常时会添加主机空载时刻。 转化铝型材模具时刻 一般理解为卸模、再上模时刻。当铝揉捏模具在出产进程中产出的产品不符合客户或许图纸要求时,必需要卸模,换另一套铝型材模具时所占用的时刻。此时刻操控与班长铝材出产计划、机手执行计划、铝挤太设备模座先进性、人员操作熟练度有很大联系。 铝揉捏设备修理时刻 因为揉捏设备长时刻处理接连性的作业状况,跟着设备配件磨损老化等原因,不免呈现设备毛病。在发作设备毛病时,机台人员要第,一时刻找机修处理,并在现场帮忙机修人员,一起,机修人员首先要确诊设备毛病的本源,并对症下药才干快速有用解决问题,一起,关于与操作人员有关的毛病时,在设备修理无缺后,机修人员会同机台操作人员要相互交流毛病的原因分析,对操作人员进行一个现场训练,根绝类似问题再次发作。日常设备正常作业进程中,铝揉捏设备工程师担任对设备进行点检,关于发现的问题点,交由职责机修人员处理,防患于未然。机修人员同工程师对设备的办理、技术指导构成一个良性相互弥补、相互制约的机制。












