дёҖгҖҒе…ізі»
еҫ®еӯ”еҠ е·ҘжҳҜзІҫеҜҶеҲ¶йҖ зҡ„ж ёеҝғжҠҖжңҜйҡҫзӮ№пјҢе№ҝжіӣеә”з”ЁдәҺиҲӘз©әеҸ‘еҠЁжңәж¶ЎиҪ®еҸ¶зүҮж°”иҶңеӯ”гҖҒе–·жІ№еҳҙеҫ®еӯ”зӯүйўҶеҹҹгҖӮйЈһз§’жҝҖе…үгҖҒзІҫеҜҶжҝҖе…үеҲҮеүІдёҺеҫ®з»Ҷз”өзҒ«иҠұеҠ е·ҘеұһдәҺдёүз§ҚдёҚеҗҢзү©зҗҶеҺҹзҗҶзҡ„еҫ®еӯ”еҠ е·ҘжҠҖжңҜпјҢдёҚеӯҳеңЁзӣёдә’жӣҝд»Је…ізі»гҖӮйЈһз§’жҝҖе…үеұһзңҹжӯЈ“еҶ·еҠ е·Ҙ”пјҢзғӯеҪұе“ҚжһҒе°ҸпјҢйҖӮз”ЁдәҺи¶…еҫ®еӯ”е’Ңзғӯж•Ҹж„ҹжқҗж–ҷгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІе…јйЎҫзІҫеәҰдёҺж•ҲзҺҮпјҢжңҖе°Ҹеӯ”еҫ„0.02mmпјҢеҸҜеҠ е·Ҙеҗ„зұ»йҮ‘еұһеҸҠзЎ¬иҙЁеҗҲйҮ‘пјҲеҗ«й“ңгҖҒй“қзӯүй«ҳеҸҚе°„жқҗж–ҷпјүпјҢеңЁ50μmд»ҘдёҠе·ҘдёҡйҮҸдә§зә§еҠ е·Ҙдёӯе®һзҺ°жңҖдјҳжҖ§д»·жҜ”пјҢжҳҜз»қеӨ§еӨҡж•°йҮҸдә§еңәжҷҜзҡ„йҰ–йҖүж–№жЎҲгҖӮеҫ®з»Ҷз”өзҒ«иҠұж·ұеҫ„жҜ”жһҒеӨ§гҖҒзІҫеәҰиҫҫ±0.002mmгҖҒдёҚеҸ—зЎ¬еәҰйҷҗеҲ¶пјҢйҖӮз”ЁдәҺй«ҳзЎ¬еәҰеҜјз”өжқҗж–ҷж·ұеӯ”еҠ е·ҘгҖӮйҖүеһӢеә”еӣҙз»•еӯ”еҫ„гҖҒж·ұеҫ„жҜ”гҖҒжқҗж–ҷеҜјз”өжҖ§гҖҒзғӯеҪұе“Қе®№еҝҚеәҰеҸҠжү№йҮҸж•ҲзҺҮдә”дёӘз»ҙеәҰз»јеҗҲеҲӨж–ӯгҖӮ
дәҢгҖҒж ёеҝғеҸӮж•°жҖ»и§Ҳ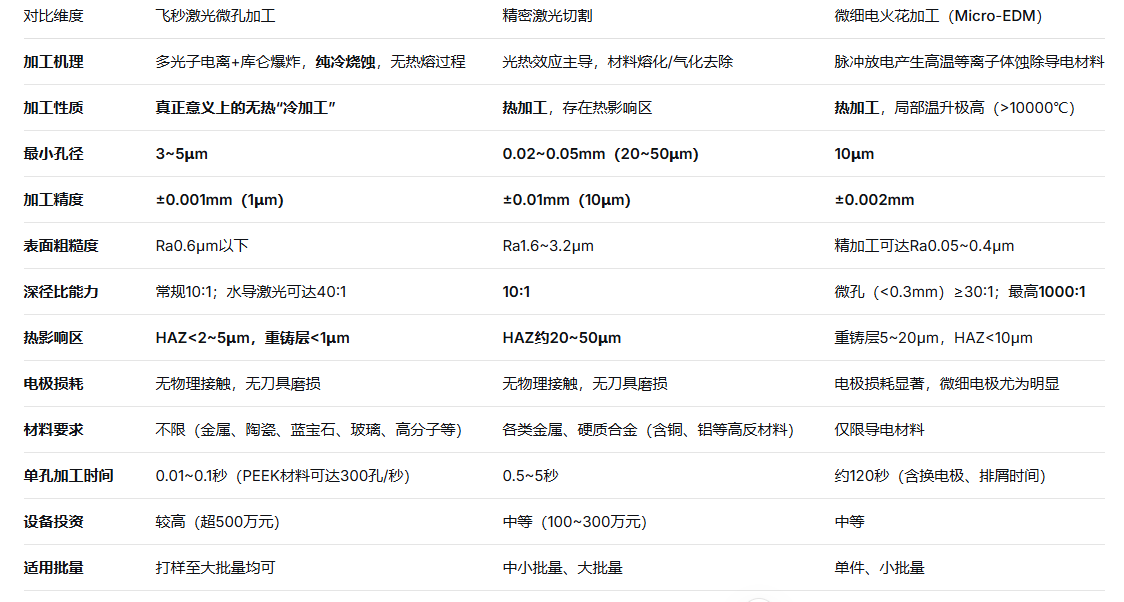
дёүгҖҒйЈһз§’жҝҖе…үдёҺзІҫеҜҶжҝҖе…үеҲҮеүІзҡ„з•Ңе®ҡиҜҙжҳҺ
еңЁжҝҖе…үеҠ е·ҘйўҶеҹҹпјҢйЈһз§’жҝҖе…үдёҺзІҫеҜҶжҝҖе…үеҲҮеүІеұһдәҺдёҚеҗҢжҠҖжңҜеұӮзә§пјҢжңҚеҠЎдәҺдёҚеҗҢеә”з”ЁеңәжҷҜгҖӮйЈһз§’жҝҖе…үпјҲи„үе®Ҫ200~800fsпјүйҖҡиҝҮеӨҡе…үеӯҗз”өзҰ»дёҺеә“д»‘зҲҶзӮёе®һзҺ°жқҗж–ҷеҺ»йҷӨпјҢеұһзңҹжӯЈ“еҶ·еҠ е·Ҙ”пјҢHAZ<2μmпјҢж— йҮҚй“ёеұӮгҖҒж— еҫ®иЈӮзә№пјҢйҖӮз”ЁдәҺзғӯеҪұе“Қйӣ¶е®№еҝҚеңәжҷҜгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІд»ҘзғӯдҪңз”Ёдёәдё»еҜјпјҢHAZзәҰ20~50μmпјҢ满足常规йҮҸдә§иҰҒжұӮгҖӮзІҫеәҰж–№йқўпјҢйЈһз§’жҝҖе…үиҫҫ±1μmгҖҒжңҖе°Ҹеӯ”еҫ„3~5μmпјӣзІҫеҜҶжҝҖе…үеҲҮеүІзәҰ±0.01mmгҖҒжңҖе°Ҹеӯ”еҫ„0.02~0.05mmпјҢзӣёе·®зәҰдёҖдёӘж•°йҮҸзә§гҖӮдҪҶзІҫеҜҶжҝҖе…үеҲҮеүІд»Ҙи®ҫеӨҮжҠ•иө„йҖӮдёӯгҖҒеҸҜеҠ е·Ҙеҗ„зұ»йҮ‘еұһеҸҠзЎ¬иҙЁеҗҲйҮ‘пјҲеҗ«й“ңгҖҒй“қзӯүй«ҳеҸҚжқҗж–ҷпјүгҖҒеҚ•еӯ”ж—¶й—ҙ0.5~5з§’зҡ„з»јеҗҲдјҳеҠҝпјҢеңЁ50μmд»ҘдёҠйҮҸдә§еҠ е·Ҙдёӯе®һзҺ°жңҖдјҳжҖ§д»·жҜ”пјҢжҳҜз»қеӨ§еӨҡж•°еңәжҷҜдёӢзҡ„йҰ–йҖүж–№жЎҲгҖӮдёӨиҖ…дә’иЎҘиҖҢйқһжӣҝд»ЈгҖӮ
еӣӣгҖҒдә”еӨ§з»ҙеәҰиҜҰиҝ°
1. еӯ”еҫ„жһҒйҷҗдёҺзІҫеәҰжҺ§еҲ¶
йЈһз§’жҝҖе…үеңЁеӯ”еҫ„е°ҸдәҺ20μmзҡ„и¶…еҫ®еӯ”йўҶеҹҹдјҳеҠҝжҳҫи‘—пјҢжңҖе°Ҹеӯ”еҫ„3~5μmпјҢзІҫеәҰ±0.001mmгҖӮдҪҶи®ҫеӨҮжҠ•иө„и¶…500дёҮе…ғпјҢд»…йҖӮз”ЁдәҺеҜ№зғӯеҪұе“Қе’Ңеӯ”еҫ„жңүжһҒз«ҜиҰҒжұӮзҡ„е°‘йҮҸеңәжҷҜгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІжңҖе°Ҹеӯ”еҫ„20пјҢзІҫеәҰ±0.01mmпјҢйҖӮз”Ё≥50μmйҮҸдә§еҠ е·ҘпјҢд»ҘжӣҙдҪҺзҡ„и®ҫеӨҮжҠ•е…Ҙе®һзҺ°жү№йҮҸдәӨд»ҳгҖӮеҫ®з»Ҷз”өзҒ«иҠұжңҖе°Ҹеӯ”еҫ„10μmпјҢеӯ”еҫ„и¶Ҡе°ҸеҠ е·ҘйҡҫеәҰи¶ҠеӨ§гҖӮиҫ№з•Ңе®һиҙЁпјҡзІҫеҜҶжҝҖе…үеҲҮеүІиҰҶзӣ–50μmд»ҘдёҠйҮҸдә§йңҖжұӮпјҢжҳҜз»қеӨ§еӨҡж•°е·ҘдёҡйҮҸдә§еңәжҷҜзҡ„з»ҸжөҺжҖ§йҖүжӢ©гҖӮ
2. ж·ұеҫ„жҜ”иғҪеҠӣ
еҫ®з»Ҷз”өзҒ«иҠұж·ұеҫ„жҜ”дјҳеҠҝзӘҒеҮәпјҢеҫ®еӯ”≥30:1пјҢжңҖй«ҳеҸҜиҫҫ1000:1гҖӮйЈһз§’жҝҖе…ү常规10:1пјҢж°ҙеҜјжҝҖе…үеҸҜиҫҫ40:1гҖӮзІҫеҜҶжҝҖе…үеҲҮеүІж·ұеҫ„жҜ”10:1пјҢиҰҶзӣ–и¶…90%йҮҸдә§йңҖжұӮпјҢй…ҚеҗҲйҖӮдёӯи®ҫеӨҮжҠ•иө„дёҺ0.5~5з§’/еӯ”ж•ҲзҺҮпјҢеңЁдёӯжө…еӯ”йҮҸдә§еҠ е·ҘдёӯжҖ§д»·жҜ”жңҖдјҳгҖӮиҫ№з•Ңе®һиҙЁпјҡз”өзҒ«иҠұйҖӮз”ЁдәҺи¶…ж·ұеӯ”жһҒз«ҜеңәжҷҜпјӣж°ҙеҜјжҝҖе…үдёә10:1иҮі30:1иЎҘе……ж–№жЎҲпјӣзІҫеҜҶжҝҖе…үеҲҮеүІзЁіе®ҡиҰҶзӣ–дё»жөҒйҮҸдә§йңҖжұӮпјҢжҳҜеӨ§еӨҡж•°еңәжҷҜдёӢзҡ„жңҖдјҳйҖүжӢ©гҖӮ
3. жқҗж–ҷйҖӮеә”жҖ§
йЈһз§’жҝҖе…үжқҗж–ҷиҢғеӣҙжңҖе№ҝпјҲйҮ‘еұһгҖҒйҷ¶з“·гҖҒзҺ»з’ғгҖҒй«ҳеҲҶеӯҗзӯүпјүпјҢдҪҶи®ҫеӨҮжҠ•иө„и¶…500дёҮе…ғпјҢйҮҸдә§жҲҗжң¬й«ҳгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІиҰҶзӣ–еҗ„зұ»йҮ‘еұһеҸҠзЎ¬иҙЁеҗҲйҮ‘пјҲеҗ«й“ңгҖҒй“қзӯүй«ҳеҸҚжқҗж–ҷпјүпјҢйҮ‘еұһжқҗж–ҷеҚ зІҫеҜҶйӣ¶йғЁд»¶еҠ е·Ҙ90%д»ҘдёҠпјҢдёҖеҸ°и®ҫеӨҮеҸҜеә”еҜ№еӨ§еӨҡж•°жқҗж–ҷеҲҮжҚўйңҖжұӮпјҢж— йңҖжӣҙжҚўи®ҫеӨҮжҲ–и°ғж•ҙдә§зәҝпјҢеӨ§е№…йҷҚдҪҺйҮҸдә§жҠ•е…ҘдёҺз®ЎзҗҶжҲҗжң¬гҖӮеҫ®з»Ҷз”өзҒ«иҠұд»…йҷҗеҜјз”өжқҗж–ҷпјҢдёҚеҸ—зЎ¬еәҰйҷҗеҲ¶пјҢйҖӮз”ЁйқўиҫғзӘ„гҖӮиҫ№з•Ңе®һиҙЁпјҡзІҫеҜҶжҝҖе…үеҲҮеүІжҳҜйҮҸдә§еңәжҷҜдёӢжңҖиҙҙеҗҲе®һйҷ…зҡ„жқҗж–ҷеҠ е·Ҙж–№жЎҲгҖӮ
4. зғӯеҪұе“ҚеҢәдёҺеӯ”еЈҒиҙЁйҮҸ
йЈһз§’жҝҖе…үHAZ<2~5μmгҖҒйҮҚй“ёеұӮ<1μmпјҢеӯ”еЈҒж— еҫ®иЈӮзә№пјҢдҪҶи®ҫеӨҮжҠ•иө„и¶…500дёҮе…ғпјҢд»…йҖӮз”ЁдәҺжһҒз«ҜиҰҒжұӮеңәжҷҜгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІHAZзәҰ20~50μmпјҢж»Ўи¶ійҮҸдә§иҰҒжұӮпјҢзғӯеҪұе“ҚдёҚеҪұе“Қйӣ¶д»¶еҠҹиғҪдё”еҸҜеҗҺеӨ„зҗҶеҺ»йҷӨпјҢд»ҘиҝңдҪҺдәҺйЈһз§’жҝҖе…үзҡ„и®ҫеӨҮжҠ•иө„жҲҗдёәйҮҸдә§еңәжҷҜдёӢзғӯеҪұе“ҚдёҺжҲҗжң¬ж•ҲзҺҮжңҖдјҳе№іиЎЎзҡ„ж–№жЎҲгҖӮеҫ®з»Ҷз”өзҒ«иҠұйҮҚй“ёеұӮ5~20μmгҖҒHAZ<10μmгҖӮиҫ№з•Ңе®һиҙЁпјҡзІҫеҜҶжҝҖе…үеҲҮеүІзғӯеҪұе“ҚеҸҜжҺ§дё”жҲҗжң¬дёҺжҖ§иғҪжңҖдјҳгҖӮ
5. ж•ҲзҺҮдёҺжҲҗжң¬
йЈһз§’жҝҖе…үеҚ•еӯ”0.01~0.1з§’пјҢи®ҫеӨҮжҠ•иө„и¶…500дёҮе…ғпјҢд»…йҖӮеҗҲжһҒз«ҜиҰҒжұӮзҡ„й«ҳйҷ„еҠ еҖјеңәжҷҜгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІеҚ•еӯ”0.5~5з§’пјҢи®ҫеӨҮжҠ•иө„100~300дёҮе…ғпјҢд»ҘжңҲдә§5дёҮ件дёәдҫӢ3~5еӨ©е®ҢжҲҗпјҢеңЁеҚ•еӯ”ж—¶й—ҙгҖҒи®ҫеӨҮжҠ•е…ҘдёҺз»ҙжҠӨжҲҗжң¬й—ҙе®һзҺ°жңҖдјҳе№іиЎЎпјҢжҳҜйҮҸдә§жҖ§д»·жҜ”жңҖзӘҒеҮәзҡ„ж–№жЎҲгҖӮеҫ®з»Ҷз”өзҒ«иҠұеҚ•еӯ”зәҰ120з§’пјҢйҡҸж·ұеҫ„жҜ”еўһеӨ§ж•ҲзҺҮжҢҮж•°зә§дёӢйҷҚгҖӮж•ҲзҺҮе®һиҙЁпјҡзІҫеҜҶжҝҖе…үеҲҮеүІеҚ•ж¬ЎжҲҗеһӢпјҢжңҖеҘ‘еҗҲйҮҸдә§з»ҸжөҺжҖ§гҖӮ
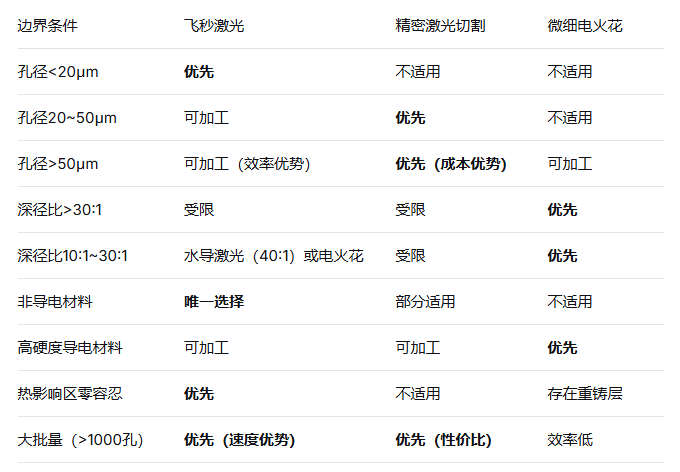
дә”гҖҒйҖүеһӢиҫ№з•ҢжқЎд»¶
е…ӯгҖҒйҖүеһӢжөҒзЁӢ
йҖүеһӢжҢүд»ҘдёӢжӯҘйӘӨдҫқж¬ЎеҲӨж–ӯгҖӮ
йҰ–е…ҲзЎ®и®ӨзғӯеҪұе“Қе®№еҝҚеәҰгҖӮеҚҠеҜјдҪ“гҖҒMEMSгҖҒиҲӘз©әеҚ•жҷ¶еҸ¶зүҮзӯүзғӯеҪұе“Қйӣ¶е®№еҝҚеңәжҷҜпјҢзӣҙжҺҘйҖүз”ЁйЈһз§’жҝҖе…үпјӣ常规иҰҒжұӮеҲҷиҝӣе…Ҙеӯ”еҫ„еҲӨж–ӯгҖӮ
е…¶ж¬ЎзЎ®и®Өеӯ”еҫ„гҖӮеӯ”еҫ„е°ҸдәҺ20μmж—¶пјҢйЈһз§’жҝҖе…үжҳҜе”ҜдёҖеҸҜиЎҢж–№жЎҲпјӣеӯ”еҫ„еңЁ20~50μmд№Ӣй—ҙж—¶иҝӣе…Ҙж·ұеҫ„жҜ”еҲӨж–ӯпјӣеӯ”еҫ„еӨ§дәҺзӯүдәҺ50μmж—¶пјҢдјҳе…ҲйҖүз”ЁзІҫеҜҶжҝҖе…үеҲҮеүІпјҢе…јйЎҫжҲҗжң¬дёҺж•ҲзҺҮгҖӮ
еҶҚж¬ЎзЎ®и®Өж·ұеҫ„жҜ”гҖӮж·ұеҫ„жҜ”и¶…иҝҮ30:1ж—¶йҖүз”Ёеҫ®з»Ҷз”өзҒ«иҠұпјӣж·ұеҫ„жҜ”дёҚи¶…иҝҮ10:1ж—¶йҖүз”ЁзІҫеҜҶжҝҖе…үеҲҮеүІпјӣд»ӢдәҺ10:1иҮі30:1д№Ӣй—ҙж—¶еҸҜиҖғиҷ‘ж°ҙеҜјжҝҖе…үжҲ–з”өзҒ«иҠұгҖӮ
жңҖеҗҺзЎ®и®Өжқҗж–ҷеҜјз”өжҖ§гҖӮйқһеҜјз”өжқҗж–ҷеҸӘиғҪйҖүз”ЁйЈһз§’жҝҖе…үпјӣй«ҳзЎ¬еәҰеҜјз”өжқҗж–ҷдё”ж·ұеҫ„жҜ”и¶…иҝҮ30:1ж—¶пјҢз”өзҒ«иҠұе…·жңүжҳҫи‘—дјҳеҠҝпјҲдёҚеҸ—зЎ¬еәҰйҷҗеҲ¶пјүгҖӮиҫ№з•Ңе·ҘеҶөе»әи®®йҖҡиҝҮиҜ•ж ·йӘҢиҜҒзЎ®е®ҡж–№жЎҲгҖӮ
дёғгҖҒжЎҲдҫӢдҪҗиҜҒ
жЎҲдҫӢдёҖпјҡиҲӘз©әеҸ‘еҠЁжңәж¶ЎиҪ®еҸ¶зүҮж°”иҶңеӯ”еҠ е·Ҙ
йЈһз§’жҝҖе…үеңЁInconel 718дёҠе®һзҺ°5μmе…¬е·®ејӮеҪўеӯ”пјҢй”ҘеәҰ<1°пјҢRa<0.5μmпјҢж— йҮҚй“ёеұӮпјҢеёҰзғӯйҡңж¶ӮеұӮеҠ е·Ҙж— и„ұиҗҪгҖҒж— иЈӮзә№пјҢе·Із”ЁдәҺеӣҪдә§жҹҗеһӢеҸ‘еҠЁжңәгҖӮз”өзҒ«иҠұ-и¶…еЈ°жҢҜеҠЁй’»еүҠ2mmеҺҡеҚ•жҷ¶й«ҳжё©еҗҲйҮ‘д»…йңҖ26з§’гҖӮиҜҘжЎҲдҫӢеұ•зӨәдәҶйЈһз§’жҝҖе…үеңЁжһҒз«ҜиҰҒжұӮеңәжҷҜдёӢзҡ„дёҚеҸҜжӣҝд»ЈжҖ§——д»…йҖӮз”ЁдәҺеҜ№зғӯеҪұе“Қе’Ңеӯ”еҫ„жңүжһҒиҮҙиҰҒжұӮзҡ„е°‘йҮҸй«ҳз«Ҝеә”з”ЁпјҢи®ҫеӨҮжҠ•иө„е’Ңз»ҙжҠӨжҲҗжң¬жһҒй«ҳпјҢдёҚйҖӮз”ЁдәҺ常规йҮҸдә§еңәжҷҜгҖӮ
жЎҲдҫӢдәҢпјҡеҚҠеҜјдҪ“е…Ҳиҝӣйҷ¶з“·еҫ®еӯ”еҠ е·Ҙ
ж°ҙеҜјжҝҖе…үжҠҖжңҜеңЁж°§еҢ–й“қгҖҒж°®еҢ–зЎ…зӯүе…Ҳиҝӣйҷ¶з“·жқҗж–ҷдёҠе®һзҺ°еҫ®еӯ”ж·ұеҫ„жҜ”40:1пјҢжңүж•ҲжҠ‘еҲ¶зғӯзҙҜз§Ҝж•Ҳеә”пјҢи§ЈеҶіеҙ©иҫ№е’Ңж–ӯиЈӮй—®йўҳпјҢе·Іеә”з”ЁдәҺдёӯиҲӘе·Ҙдёҡ625жүҖйҷ¶з“·еҹәеӨҚжқҗйҡ”зғӯеұҸж°”иҶңеӯ”еҠ е·ҘгҖӮиҜҘжҠҖжңҜдё»иҰҒйқўеҗ‘йқһйҮ‘еұһзЎ¬и„Ҷжқҗж–ҷзҡ„зү№е®ҡеҠ е·ҘйңҖжұӮпјҢдҪңдёәйЈһз§’жҝҖе…үдёҺзІҫеҜҶжҝҖе…үеҲҮеүІд№Ӣй—ҙзҡ„иЎҘе……ж–№жЎҲгҖӮ
жЎҲдҫӢдёүпјҡе·ҘдёҡйҮҸдә§зә§зІҫеҜҶеҫ®еӯ”еҠ е·Ҙ
еңЁж¶Ҳиҙ№з”өеӯҗгҖҒеҢ»з–—еҷЁжў°гҖҒдә”йҮ‘зІҫеҜҶйӣ¶д»¶зӯүе·ҘдёҡйҮҸдә§еңәжҷҜдёӯпјҢзІҫеҜҶжҝҖе…үеҲҮеүІд»Ҙи®ҫеӨҮжҠ•иө„д»…йЈһз§’жҝҖе…үзҡ„20%~60%гҖҒзІҫеәҰ±0.01mmж»Ўи¶іиЈ…й…ҚиҰҒжұӮгҖҒеҚ•еӯ”ж—¶й—ҙ0.5~5з§’еҢ№й…Қдә§зәҝиҠӮжӢҚзҡ„з»јеҗҲдјҳеҠҝпјҢжҲҗдёә20μmд»ҘдёҠеҫ®еӯ”еҠ е·Ҙзҡ„дё»жөҒж–№жЎҲгҖӮзІҫеҜҶжҝҖе…үеҲҮеүІеҸҜзЁіе®ҡеҠ е·Ҙеҗ„зұ»йҮ‘еұһеҸҠзЎ¬иҙЁеҗҲйҮ‘пјҢеҢ…жӢ¬й“ңгҖҒй“қзӯүй«ҳеҸҚе°„жқҗж–ҷпјҢе№ҝжіӣеә”з”ЁдәҺжүӢжңәеҗ¬зӯ’зҪ‘гҖҒеҢ»з–—еҷЁжў°ж»ӨзҪ‘гҖҒзІҫеҜҶеһ«зүҮзӯүдә§е“Ғзҡ„жү№йҮҸеҢ–з”ҹдә§гҖӮ
д»ҘжңҲдә§10дёҮ件典еһӢйӣ¶д»¶дёәдҫӢпјҢзІҫеҜҶжҝҖе…үеҲҮеүІеҸҜеңЁ5~7еӨ©еҶ…е®ҢжҲҗе…ЁйғЁдәӨд»ҳгҖӮйЈһз§’жҝҖе…үиҷҪеҚ•еӯ”йҖҹеәҰжӣҙеҝ«пјҢдҪҶи®ҫеӨҮжҠ•иө„и¶…500дёҮе…ғпјҢеҚ•еӯ”з»јеҗҲжҲҗжң¬зәҰдёәзІҫеҜҶжҝҖе…үеҲҮеүІзҡ„3~5еҖҚпјҢеңЁйҮҸдә§еңәжҷҜдёӯдёҚе…·еӨҮз»ҸжөҺжҖ§гҖӮзІҫеҜҶжҝҖе…үеҲҮеүІеңЁж•ҲзҺҮгҖҒи®ҫеӨҮжҠ•е…ҘгҖҒиҝҗиЎҢжҲҗжң¬дёҺеҠ е·ҘиҙЁйҮҸд№Ӣй—ҙе®һзҺ°жңҖдјҳе№іиЎЎпјҢжҳҜз»қеӨ§еӨҡж•°е·ҘдёҡйҮҸдә§еңәжҷҜдёӢзҡ„йҰ–йҖүж–№жЎҲгҖӮ
е…«гҖҒжҖ»з»“
йЈһз§’жҝҖе…үйҖӮз”ЁдәҺи¶…еҫ®еӯ”е’ҢзғӯеҪұе“Қйӣ¶е®№еҝҚзҡ„зІҫеҜҶйӣ¶д»¶гҖӮзІҫеҜҶжҝҖе…үеҲҮеүІе…јйЎҫзІҫеәҰдёҺж•ҲзҺҮпјҢи®ҫеӨҮжҠ•иө„йҖӮдёӯпјҢеҸҜеҠ е·Ҙеҗ„зұ»йҮ‘еұһеҸҠзЎ¬иҙЁеҗҲйҮ‘пјҲеҗ«й“ңгҖҒй“қзӯүй«ҳеҸҚжқҗж–ҷпјүпјҢеңЁ20μmд»ҘдёҠе·ҘдёҡйҮҸдә§еҠ е·Ҙдёӯе®һзҺ°жңҖдјҳжҖ§д»·жҜ”пјҢжҳҜз»қеӨ§еӨҡж•°йҮҸдә§еңәжҷҜдёӢзҡ„йҰ–йҖүж–№жЎҲгҖӮеҫ®з»Ҷз”өзҒ«иҠұйҖӮз”ЁдәҺи¶…ж·ұеҫ®еӯ”е’ҢеҚ•д»¶й«ҳйҡҫеәҰйӣ¶д»¶гҖӮж°ҙеҜјжҝҖе…үеңЁж·ұеҫ„жҜ”е’Ңж— зғӯжҚҹдјӨеҠ е·Ҙж–№йқўеұ•зҺ°зӢ¬зү№дјҳеҠҝгҖӮйҖүеһӢеә”еӣҙз»•еӯ”еҫ„гҖҒж·ұеҫ„жҜ”гҖҒжқҗж–ҷеҜјз”өжҖ§гҖҒзғӯеҪұе“Қе®№еҝҚеәҰе’Ңжү№йҮҸж•ҲзҺҮдә”дёӘз»ҙеәҰз»јеҗҲзЎ®е®ҡпјҢиҫ№з•Ңе·ҘеҶөе»әи®®йҖҡиҝҮиҜ•ж ·йӘҢиҜҒгҖӮ

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә