еңЁе·ҘдёҡеҲ¶йҖ йўҶеҹҹпјҢеӨ§е®¶е…іжіЁзҡ„еҫҖеҫҖжҳҜи®ҫеӨҮжң¬иә«зҡ„е“ҒзүҢе’ҢеҸӮж•°пјҢдҪҶзңҹжӯЈи®©й“ёй“ҒжЈҖжөӢе№іеҸ°иҫҫеҲ°дҪҝз”ЁзІҫеәҰзҡ„пјҢжҳҜиғҢеҗҺйӮЈдәӣеҲ®з ”еёҲеӮ…гҖӮ他们зҡ„е·ҘдҪңзұ»дјјдәҺз»ҷе№іеҸ°"жҗ“жҫЎ"——з”ЁеҲ®еҲҖеңЁй“ёй“ҒиЎЁйқўеҸҚеӨҚз ”зЈЁпјҢжҠҠй«ҳеҮәзҡ„йғЁеҲҶдёҖзӮ№зӮ№еүҠжҺүпјҢи®©жҺҘи§ҰзӮ№д»ҺзЁҖз–ҸеҸҳеҫ—еҜҶйӣҶгҖӮдёҖдёӘеҗҲж јзҡ„еҲ®з ”еёҲеӮ…пјҢиғҪжҠҠе№ійқўеәҰжҺ§еҲ¶еңЁеҮ еҫ®зұізҡ„иҢғеӣҙеҶ…пјҢиҝҷйқ зҡ„дёҚжҳҜжңәеҷЁпјҢиҖҢжҳҜжүӢж„ҹе’Ңз»ҸйӘҢгҖӮ
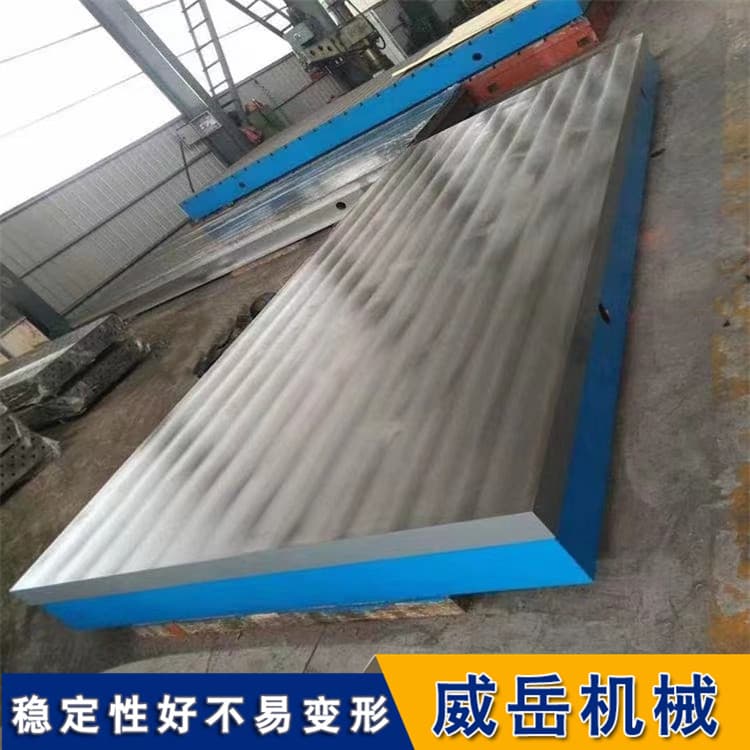
еҲ®з ”иҝҷй—ЁжүӢиүәжІЎжңүжҚ·еҫ„гҖӮеёҲеӮ…е…Ҳз”ЁзІ—еҲ®еҲҖеӨ§йқўз§ҜеҺ»ж–ҷпјҢжҠҠжҳҺжҳҫзҡ„й«ҳзӮ№еүҠе№іпјҢиҝҷдёӘйҳ¶ж®ө讲究зҡ„жҳҜж•ҲзҺҮе’Ңж•ҙдҪ“е№іж•ҙеәҰгҖӮ然еҗҺжҚўз»ҶеҲ®еҲҖпјҢйҖҗжӯҘжҸҗй«ҳжҺҘи§ҰзӮ№зҡ„еҜҶеәҰпјҢд»ҺжҜҸ25е№іж–№жҜ«зұіеҮ дёӘзӮ№пјҢжҸҗеҚҮеҲ°еҚҒеҮ дёӘзӮ№з”ҡиҮіжӣҙеӨҡгҖӮжҺҘи§ҰзӮ№и¶ҠеҜҶпјҢиҜҙжҳҺдёӨдёӘиЎЁйқўиҙҙеҗҲеҫ—и¶Ҡзҙ§еҜҶпјҢе№ійқўеәҰд№ҹе°ұи¶ҠеҘҪгҖӮеҲ°дәҶзІҫеҲ®йҳ¶ж®өпјҢеҮ д№ҺжҳҜеңЁ"з»ЈиҠұ"пјҢдёҖеҲҖдёӢеҺ»еҸӘеҺ»еҮ еҫ®зұіпјҢе…ЁеҮӯжүӢи…•зҡ„жҺ§еҲ¶еҠӣгҖӮиҝҷдёӘиҝҮзЁӢжһҜзҮҘгҖҒиҙ№зңјгҖҒиҙ№и…°пјҢдҪҶжІЎжңүиҝҷдёҖжӯҘпјҢй“ёй“ҒжЈҖжөӢе№іеҸ°зҡ„зІҫеәҰе°ұдёҠдёҚеҺ»гҖӮ
еҫҲеӨҡдәәдёҚзҗҶи§ЈпјҢи§үеҫ—зҺ°еңЁжңүж•°жҺ§жңәеәҠдәҶпјҢдёәд»Җд№ҲиҝҳиҰҒжүӢе·ҘеҲ®з ”пјҹеҺҹеӣ еңЁдәҺй“ёй“Ғзҡ„еҫ®и§Ӯз»“жһ„гҖӮй“ёй“ҒиЎЁйқўз»ҸиҝҮй“ёйҖ еҗҺдјҡжңүдёҖеұӮзЎ¬зҡ®еұӮпјҢиҝҷеұӮзҡ®зҡ„зЎ¬еәҰе’ҢеҶ…йғЁдёҚдёҖж ·пјҢжңәеҷЁеҠ е·Ҙе®№жҳ“дә§з”ҹжҢҜеҠЁзә№пјҢеҪұе“ҚзІҫеәҰгҖӮиҖҢжүӢе·ҘеҲ®з ”еҸҜд»ҘйҒҝејҖиҝҷдәӣй—®йўҳпјҢеҗҢж—¶йҖҡиҝҮз ”зЈЁи®©иЎЁйқўеҪўжҲҗеқҮеҢҖзҡ„еӮЁжІ№еҫ®еқ‘пјҢж¶Ұж»‘жҖ§жӣҙеҘҪпјҢиҖҗзЈЁжҖ§д№ҹжӣҙејәгҖӮжүҖд»ҘеҲ®з ”еёҲеӮ…иҷҪ然дёҚеҮәзҺ°еңЁдә§е“ҒиҜҙжҳҺд№ҰдёҠпјҢдҪҶ他们жүҚжҳҜзІҫеәҰиғҢеҗҺзңҹжӯЈзҡ„еҠҹиҮЈгҖӮ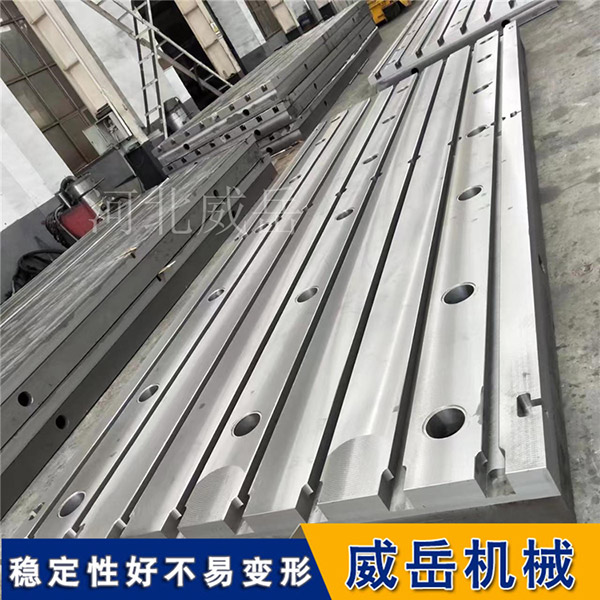

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә