й“ёй“ҒиЈ…й…Қе№іеҸ°пјҢзңӢдјјз®ҖеҚ•пјҢе®һеҲҷж·ұи—ҸдёҚйңІгҖӮе®ғжҳҜе·ҘдёҡиЈ…й…Қзҡ„иө·зӮ№пјҢжҳҜжүҖжңүзІҫеәҰзҡ„“жҜҚеҹәеҮҶ”гҖӮ
еңЁжңәжў°иЈ…й…ҚиҪҰй—ҙпјҢжңүдёҖдёӘзңӢдјјз®ҖеҚ•еҚҙиҮіе…ійҮҚиҰҒзҡ„и§’иүІ——й“ёй“ҒиЈ…й…Қе№іеҸ°гҖӮе®ғжҳҜеҸ‘еҠЁжңәзјёдҪ“иЈ…й…Қзҡ„еҹәеҮҶпјҢжҳҜйҪҝиҪ®з®ұеҜ№дёӯзҡ„дҫқжүҳпјҢд№ҹжҳҜеҗ„зұ»йғЁд»¶з»„еҗҲзҡ„“еҺҹзӮ№”гҖӮ
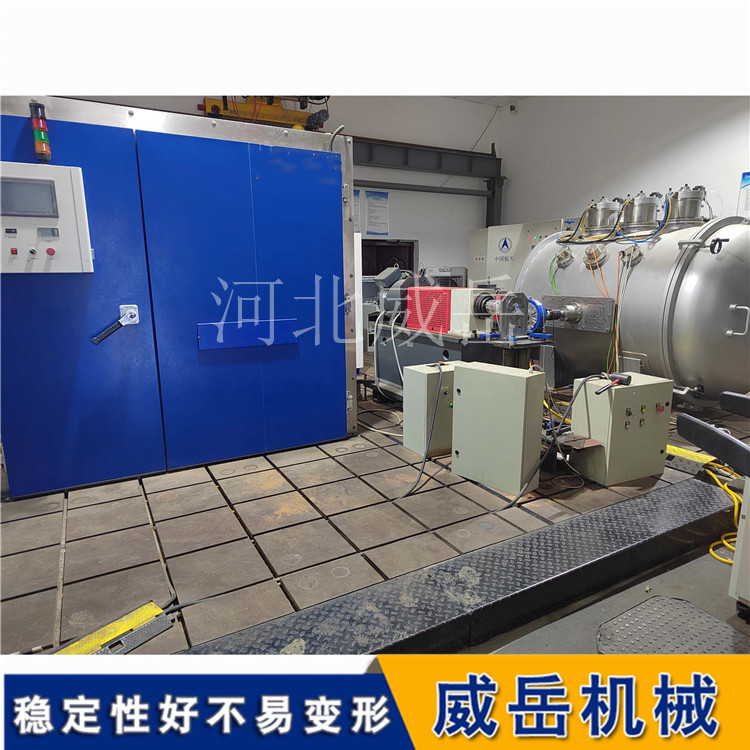
д»ҺйЈҺз”өи®ҫеӨҮеҲ°зІҫе’ҢеҜҶд»ӘеҷЁпјҢд»ҺжұҪиҪҰдә§зәҝеҲ°иҲӘз©әиҲӘеӨ©пјҢй“ёй“ҒиЈ…й…Қе№іеҸ°е§Ӣз»ҲеҚ жҚ®зқҖе·ҘдёҡиЈ…й…Қзҡ„CдҪҚгҖӮжң¬ж–Үе°Ҷе…Ёе’Ңйқўи§Јжһҗе®ғзҡ„ж ёеҝғдјҳеҠҝгҖҒж“ҚдҪңиҰҒзӮ№гҖҒж ёеҝғжҠҖжңҜд»ҘеҸҠиғҢеҗҺдёҚдёәдәәзҹҘзҡ„е·ҘиүәеҘҘз§ҳпјҢеё®еҠ©дҪ зңҹжӯЈжҺҢжҸЎиҝҷеқ—“е·Ҙдёҡеҹәзҹі”гҖӮ
дёүеӨ§ж ёеҝғдјҳеҠҝпјҢеҘ е®ҡиЈ…й…Қеҹәзҹі
й“ёй“ҒиЈ…й…Қе№іеҸ°д№ӢжүҖд»ҘиғҪжҲҗдёәе·ҘдёҡиЈ…й…Қзҡ„зЁіе®ҡеҹәзҹіпјҢжәҗдәҺе…¶дёҚеҸҜжӣҝд»Јзҡ„дёүеӨ§ж ёеҝғдјҳеҠҝпјҡеӨ©з„¶зЁіе®ҡжҖ§гҖҒзІҫе’ҢеҮҶеҹәеҮҶжҖ§гҖҒзҒөжҙ»еӣәе®ҡжҖ§гҖӮ
дјҳеҠҝдёҖпјҡеӨ©з„¶зЁіе®ҡжҖ§——й“ёй“Ғзҡ„“еҗёжҢҜ”еӨ©иөӢ
иЈ…й…ҚиҝҮзЁӢдёӯпјҢж•ІеҮ»гҖҒеҺӢиЈ…гҖҒжӢ§зҙ§жҳҜ家常дҫҝйҘӯгҖӮжҷ®йҖҡй’ўжқҝеҸ°йқўдјҡе°ҶиҝҷдәӣжҢҜеҠЁеҸҚеӨҚеҸҚеј№пјҢеҪұе“Қж“ҚдҪңжүӢж„ҹпјҢз”ҡиҮіеҜјиҮҙиһәж “жқҫеҠЁгҖӮиҖҢй“ёй“Ғе№іеҸ°йҮҮз”ЁHT250й«ҳзүҢеҸ·й“ёй“ҒпјҢе…¶еҫ®и§Ӯз»“жһ„дёӯзҡ„зҹіеўЁзүҮеҰӮеҗҢж— ж•°дёӘ“еҮҸйңҮеҷЁ”пјҢиғҪе°Ҷжңәжў°жҢҜеҠЁеҝ«йҖҹеҗёж”¶иҪ¬еҢ–дёәзғӯиғҪиҖ—ж•ЈжҺүгҖӮ
е®һйҷ…д»·еҖјпјҡж“ҚдҪңиҖ…дјҡеҸ‘зҺ°пјҢеңЁй“ёй“Ғе№іеҸ°дёҠиҝӣиЎҢж•ІеҮ»иЈ…й…Қж—¶пјҢжүӢж„ҹ“жүҺе®һ”пјҢе·Ҙе…·еӣһеј№е°ҸпјҢиһәдёқжӢ§зҙ§жӣҙжҳ“иҫҫеҲ°йў„и®ҫжүӯзҹ©гҖӮиҝҷз§ҚзЁіе®ҡжҖ§пјҢжҳҜдҝқиҜҒиЈ…й…ҚдёҖиҮҙжҖ§зҡ„第е’ҢдёҖйҒ“йҳІзәҝгҖӮ
дјҳеҠҝдәҢпјҡзІҫе’ҢеҮҶеҹәеҮҶжҖ§——дёәиЈ…й…ҚжҸҗдҫӣ“з»қе’ҢеҜ№еқҗж Ү”
иЈ…й…ҚдёҚжҳҜжҠҠйӣ¶д»¶жӢјиө·жқҘе°ұиЎҢпјҢиҖҢжҳҜиҰҒдҝқиҜҒеҗ„йғЁд»¶д№Ӣй—ҙзҡ„дҪҚзҪ®е…ізі»гҖӮй“ёй“Ғе№іеҸ°з»ҸиҝҮзІҫе’ҢеҜҶзЈЁеүҠжҲ–жүӢе·ҘеҲ®з ”пјҢе·ҘдҪңйқўзҡ„е№ійқўеәҰеҸҜиҫҫ0зә§пјҲ0.004mm/mпјүжҲ–1зә§пјҲ0.01mm/mпјүгҖӮ
иҝҷж„Ҹе‘ізқҖпјҡж”ҫеңЁе№іеҸ°дёҠзҡ„е·Ҙ件пјҢеә•йқўжҳҜе№ізҡ„пјӣйқ еңЁи§’й“ҒдёҠзҡ„е·Ҙ件пјҢз«ӢйқўжҳҜзӣҙзҡ„пјӣз”Ёй«ҳеәҰе°әжөӢйҮҸзҡ„зӮ№пјҢй«ҳеәҰжҳҜеҮҶзҡ„гҖӮе№іеҸ°жңүеӨҡе№іпјҢиЈ…й…ҚеҮәжқҘзҡ„дә§е“Ғе°ұжңүеӨҡжӯЈгҖӮ
дјҳеҠҝдёүпјҡзҒөжҙ»еӣәе®ҡжҖ§——TеһӢж§Ҫзҡ„“зҷҫеҸҳйӯ”еҠӣ”
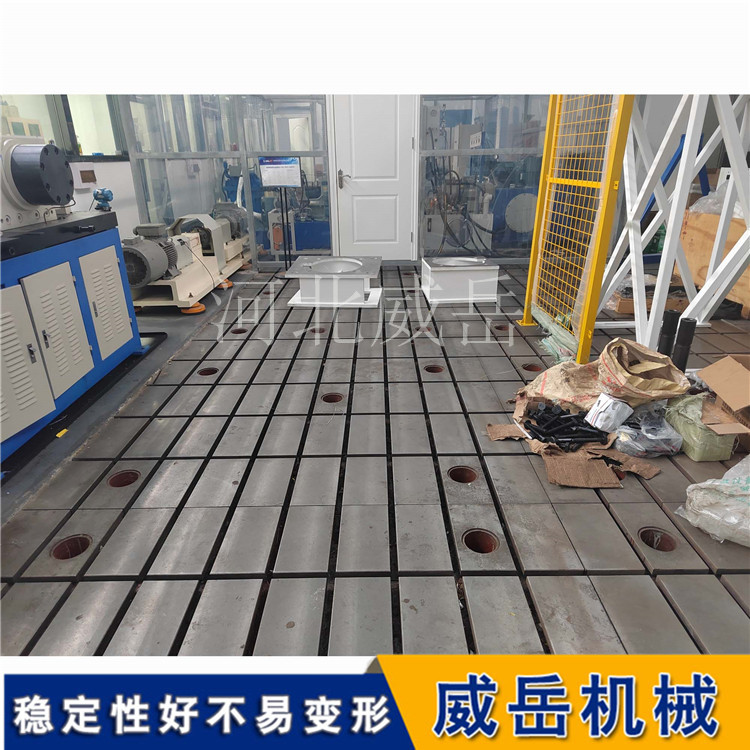
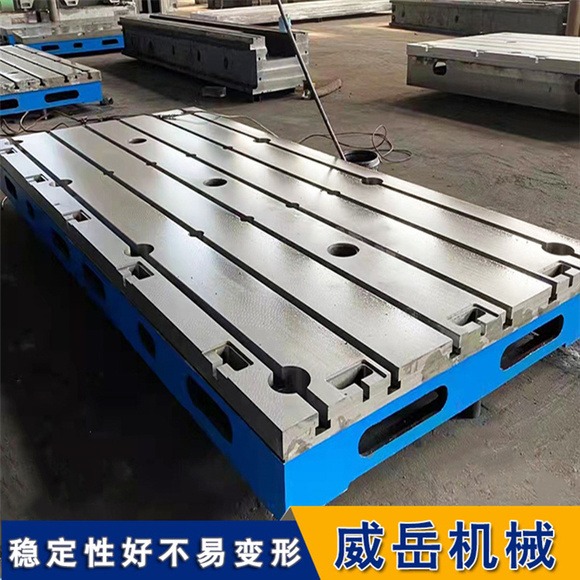
й“ёй“ҒиЈ…й…Қе№іеҸ°иЎЁйқўзәөжЁӘдәӨй”ҷзҡ„TеһӢж§ҪпјҢжҳҜе…¶“зҒөжҙ»”зҡ„зҒөйӯӮгҖӮй…ҚеҗҲTеһӢиһәж “гҖҒеҺӢжқҝгҖҒеһ«еқ—зӯүеӨ№е…·пјҢеҸҜд»Ҙеҝ«йҖҹеӣәе®ҡеҗ„з§ҚеҪўзҠ¶зҡ„е·Ҙ件——еңҶзҡ„гҖҒж–№зҡ„гҖҒдёҚ规еҲҷзҡ„пјҢйғҪиғҪзЁізЁіеҺӢдҪҸгҖӮ
е®һйҷ…д»·еҖјпјҡдёҖжқЎдә§зәҝеҲҮжҚўдёҚеҗҢдә§е“Ғж—¶пјҢеҸӘйңҖжӣҙжҚўеӨ№е…·дҪҚзҪ®пјҢж— йңҖжӣҙжҚўе·ҘдҪңеҸ°гҖӮиҝҷз§Қжҹ”жҖ§пјҢи®©й“ёй“Ғе№іеҸ°жҲҗдёәеӨҡе“Ғз§ҚгҖҒе°Ҹжү№йҮҸиЈ…й…ҚжЁЎејҸзҡ„зҗҶжғійҖүжӢ©гҖӮ
дёүеӨ§ж“ҚдҪңиҰҒзӮ№пјҢеҠ©еҠӣзІҫеәҰжҸҗеҚҮ
жңүдәҶеҘҪзҡ„е№іеҸ°пјҢиҝҳеҫ—дјҡз”ЁгҖӮеҫҲеӨҡиЈ…й…Қй—®йўҳ并йқһе№іеҸ°жң¬иә«зІҫеәҰдёҚеӨҹпјҢиҖҢжҳҜж“ҚдҪңдёҚеҪ“еҜјиҮҙзҡ„гҖӮжҺҢжҸЎд»ҘдёӢдёүеӨ§ж“ҚдҪңиҰҒзӮ№пјҢи®©дҪ зҡ„й“ёй“Ғе№іеҸ°зңҹжӯЈеҸ‘жҢҘ“зІҫеәҰж”ҫеӨ§еҷЁ”зҡ„дҪңз”ЁгҖӮ
иҰҒзӮ№дёҖпјҡ科еӯҰи°ғе№і——е№іеҸ°зЁіпјҢиЈ…й…ҚжүҚиғҪзЁі
е№іеҸ°д№°еӣһжқҘжҳҜе№ізҡ„пјҢдҪҶе®үиЈ…еңЁиҪҰй—ҙең°йқўдёҠеҗҺпјҢеҰӮжһңең°йқўдёҚе№іжҲ–и°ғе№ідёҚеҪ“пјҢе№іеҸ°е°ұдјҡдә§з”ҹжүӯжӣІеҸҳеҪўгҖӮ
жӯЈзЎ®еҒҡжі•пјҡ
дҪҝз”ЁжЎҶејҸж°ҙе№ід»ӘпјҲзІҫеәҰ0.02mm/mпјүж”ҫзҪ®дәҺе№іеҸ°дёӯе’ҢеӨ®
и°ғиҠӮең°и„ҡиһәж “пјҢдҪҝж°”жіЎеұ…
е°Ҷж°ҙе№ід»Ә移иҮіеӣӣи§’еҸҠеҜ№и§’зәҝдҪҚзҪ®пјҢйҖҗзӮ№ж ЎеҮҶ
зЎ®дҝқеҗ„зӮ№ж°ҙе№іеәҰиҜҜе·®≤0.02mm/mеҗҺпјҢй”Ғзҙ§иһәжҜҚ
йҒҝеқ‘жҸҗзӨәпјҡи°ғе№ідёҚжҳҜдёҖж¬ЎжҖ§е·ҘдҪңгҖӮе»әи®®жҜҸеҚҠе№ҙеӨҚжөӢдёҖж¬ЎпјҢзү№еҲ«жҳҜиҪҰй—ҙжңүйҮҚеһӢи®ҫеӨҮз»ҸиҝҮжҲ–еӯЈиҠӮжҖ§жё©еәҰеҸҳеҢ–еӨ§зҡ„ең°еҢәгҖӮ
иҰҒзӮ№дәҢпјҡеҗҲзҗҶеӨ№зҙ§——ж—ўиҰҒ“еҺӢеҫ—дҪҸ”пјҢд№ҹиҰҒ“дёҚеҸҳеҪў”
еӨ№зҙ§жҳҜиЈ…й…Қзҡ„е…ій”®пјҢдҪҶз”ЁеҠӣиҝҮзҢӣжҲ–еӨ№жҢҒзӮ№дёҚеҪ“пјҢеҸҚиҖҢдјҡи®©е·Ҙ件еҸҳеҪўпјҢеҜјиҮҙиЈ…й…ҚиҜҜе·®гҖӮ
жӯЈзЎ®еҺҹеҲҷпјҡ
ж”Ҝж’‘зӮ№еҜ№з§°пјҡеҺӢжқҝеә”еҺӢеңЁе·Ҙ件еҲҡжҖ§иҫғеҘҪзҡ„йғЁдҪҚпјҢйҒҝе…ҚжӮ¬з©ә
еӨ№зҙ§еҠӣйҖӮдёӯпјҡд»Ҙе·Ҙ件дёҚ移еҠЁдёәеҮҶпјҢеҲҮеҝҢиҝҮеәҰй”Ғзҙ§еҜјиҮҙи–„еЈҒ件еҸҳеҪў
еһ«еқ—еҢ№й…ҚпјҡеҺӢжқҝдёҖз«ҜеҺӢе·Ҙ件пјҢеҸҰдёҖз«Ҝеһ«зӯүй«ҳеһ«еқ—пјҢдҝқжҢҒеҺӢжқҝж°ҙе№і
иҰҒзӮ№дёүпјҡзІҫеҝғз»ҙжҠӨ——зІҫеәҰжҳҜ“е…»”еҮәжқҘзҡ„
й“ёй“Ғе№іеҸ°иҷҪеқҡеӣәиҖҗз”ЁпјҢдҪҶд№ҹйңҖиҰҒж—Ҙеёёе‘өжҠӨгҖӮ
ж—Ҙеёёдёү件дәӢпјҡ
жё…жҙҒпјҡжҜҸж¬ЎдҪҝз”ЁеҗҺжё…зҗҶTеһӢж§ҪеҶ…зҡ„й“Ғеұ‘е’ҢжқӮзү©пјҢйҳІжӯўеҲ’дјӨе·ҘдҪңйқў
йҳІй”Ҳпјҡж¶ӮжҠ№йҳІй”ҲжІ№пјҢзү№еҲ«жҳҜжҪ®ж№ҝеӯЈиҠӮжҲ–й•ҝжңҹдёҚз”Ёж—¶
йҳІжҠӨпјҡйҒҝе…ҚйҮҚзү©и·ҢиҗҪж’һеҮ»пјҢе·ҘдҪңйқўдёҚе Ҷж”ҫе·Ҙе…·жқӮзү©
дёүеӨ§ж ёеҝғжҠҖжңҜпјҢзІҫйҖҡи°ғе№іеӨ№зҙ§
еҜ№дәҺиЈ…й…ҚжҠҖеёҲиҖҢиЁҖпјҢй“ёй“Ғе№іеҸ°е°ұжҳҜжүӢдёӯзҡ„“з”»еёғ”гҖӮжғіиҰҒз”»еҘҪз”»пјҢеҫ—е…Ҳй“әе№ізәёгҖҒеҺӢеҘҪиҫ№гҖӮд»ҘдёӢжҳҜи°ғе№ідёҺеӨ№зҙ§зҺҜиҠӮзҡ„дёүеӨ§ж ёеҝғжҠҖжңҜпјҢжҺҢжҸЎе®ғ们пјҢдҪ зҡ„иЈ…й…ҚзІҫеәҰе°ҶеҶҚдёҠдёҖдёӘеҸ°йҳ¶гҖӮ
ж ёеҝғжҠҖжңҜдёҖпјҡдёүзӮ№ж”Ҝж’‘и°ғе№іжі•
еҜ№дәҺдёӯе°ҸеһӢе№іеҸ°пјҢйҮҮз”Ё“дёүзӮ№ж”Ҝж’‘”жҳҜжҜ”иҫғ科еӯҰзҡ„и°ғе№іж–№ејҸгҖӮ
ж“ҚдҪңжӯҘйӘӨпјҡ
еңЁе№іеҸ°еә•йқўйҖүжӢ©дёүдёӘж”Ҝж’‘зӮ№пјҢе‘Ҳзӯүи…°дёүи§’еҪўеҲҶеёғ
е…ҲзІ—и°ғдёүдёӘзӮ№пјҢдҪҝе№іеҸ°еӨ§иҮҙж°ҙе№і
е°Ҷж°ҙе№ід»Әж”ҫеңЁе№іеҸ°дёӯе’ҢеҝғпјҢеҫ®и°ғдёүзӮ№дҪҝж°”жіЎеұ…дёӯ
移еҠЁж°ҙе№ід»ӘиҮіеҗ„иҫ№зјҳдёӯзӮ№пјҢж №жҚ®еҒҸе·®еҫ®и°ғеҜ№еә”ж”Ҝж’‘зӮ№
йҮҚеӨҚ2-3ж¬ЎпјҢзӣҙиҮіе…Ёе№іеҸ°ж°ҙе№іеәҰиҫҫж Ү
еҺҹзҗҶпјҡдёүзӮ№зЎ®е®ҡдёҖдёӘе№ійқўпјҢйҒҝе…ҚдәҶеӣӣзӮ№ж”Ҝж’‘еҸҜиғҪдә§з”ҹзҡ„“и··и··жқҝ”ж•Ҳеә”гҖӮ
ж ёеҝғжҠҖжңҜдәҢпјҡеҺӢжқҝеӨ№зҙ§зҡ„“дёүи§’жі•еҲҷ”
еӣәе®ҡе·Ҙ件时пјҢеӨ№зҙ§зӮ№зҡ„еёғеұҖзӣҙжҺҘеҪұе“ҚзЁіе®ҡжҖ§гҖӮ
ж“ҚдҪңиҰҒзӮ№пјҡ
иҮіе°‘дёүдёӘеӨ№зҙ§зӮ№пјҢе‘Ҳдёүи§’еҪўеҲҶеёғ
еӨ№зҙ§зӮ№е°ҪйҮҸйқ иҝ‘еҠ е·ҘжҲ–иЈ…й…ҚдҪҚзҪ®
йҒҝе…ҚжүҖжңүеӨ№зҙ§зӮ№йӣҶдёӯеңЁе·Ҙ件дёҖдҫ§
еҜ№дәҺй•ҝжқЎеҪўе·Ҙ件пјҢеҸҜйҮҮз”Ё“дёӨз«Ҝ+дёӯй—ҙ”зҡ„дёүзӮ№еёғеұҖ
ж ёеҝғжҠҖжңҜдёүпјҡTеһӢиһәж “зҡ„“еҜ№еҸ·е…Ҙеә§”
TеһӢиһәж “жҳҜиҝһжҺҘе·Ҙ件дёҺе№іеҸ°зҡ„“зәҪеёҰ”пјҢз”ЁдёҚеҜ№е°ұдјҡжқҫи„ұгҖӮ
ж“ҚдҪңиҰҒзӮ№пјҡ
ж №жҚ®иҙҹиҪҪйҖүжӢ©иһәж “и§„ж јпјҡM16й…Қ28mmж§ҪпјҢM20й…Қ32mmж§Ҫ
иһәж “еӨҙйғЁе®Ңе…Ёиҝӣе…ҘTеһӢж§ҪеҗҺпјҢж—ӢиҪ¬90еәҰеҚЎзҙ§
жӢ§зҙ§иһәжҜҚж—¶пјҢдҝқжҢҒиһәж “еһӮзӣҙпјҢйҒҝе…ҚжӯӘж–ңеҸ—еҠӣ
е®ҡжңҹжЈҖжҹҘиһәж “зЈЁжҚҹпјҢеӨҙйғЁзЈЁжҚҹдёҘйҮҚзҡ„еҸҠж—¶жӣҙжҚў
з»“иҜӯпјҡжҺҢжҸЎе®ғпјҢдҪ е°ұжҺҢжҸЎдәҶиЈ…й…Қзҡ„“第е’ҢдёҖзІҫеәҰ”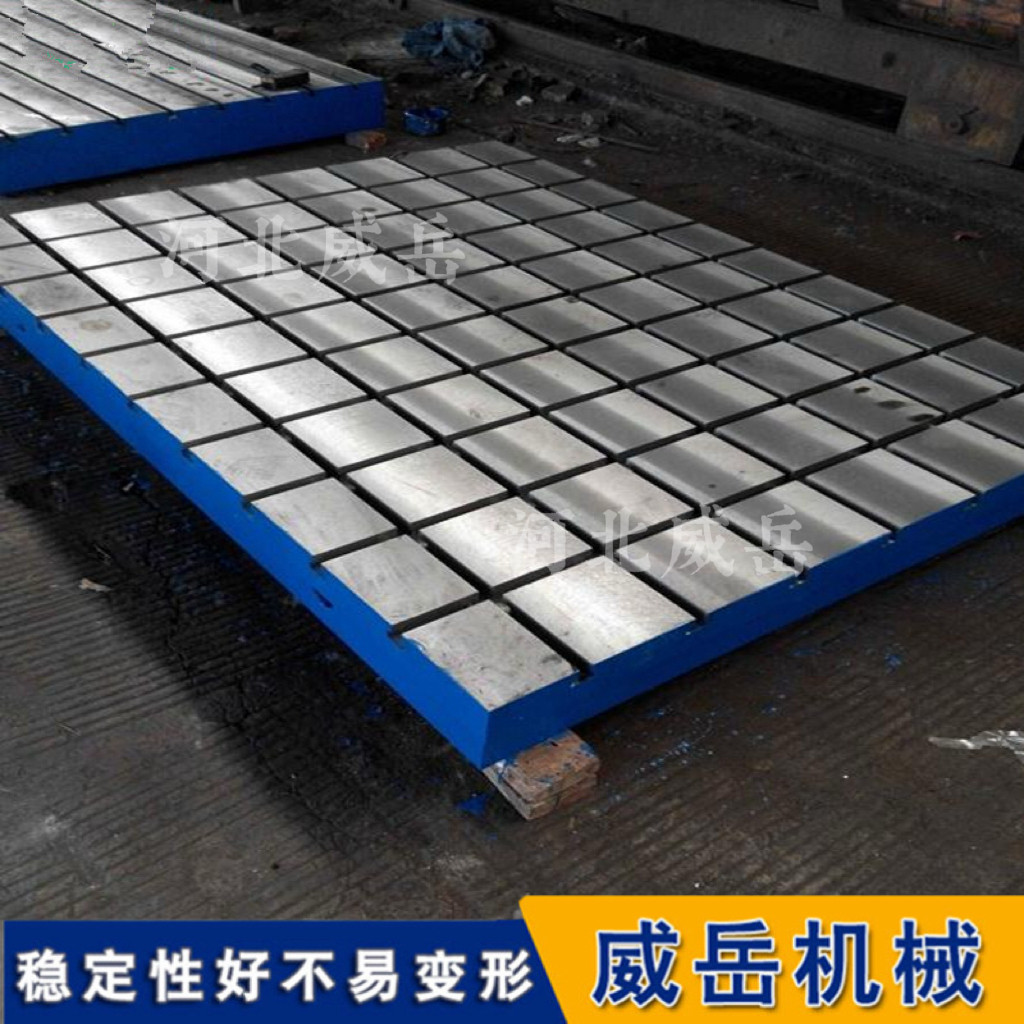
дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә