一、基础认知:GH90合金核心要点
核心定位:700℃级精密承力,主打中小型零件,兼顾性能与加工便捷性,成本低于GH33、GH93,耐温高于GH80A;
核心性能(时效态,实测可落地):室温抗拉强度≥900MPa,屈服强度≥600MPa,延伸率≥14%;700℃抗拉强度≥520MPa,抗蠕变性能优异(700℃/250MPa,持久寿命≥60h),抗氧化性达标(700℃/1000h,氧化增重≤0.7mg/cm²);
执行标准:GB/T 14992(合金牌号)、GB/T 14994(棒材)、GB/T 14995(板材)、GB/T 14996(丝材),常规场景按国标执行,航空高端场景可兼容GJB军工标准;
核心优势:加工性优异(冷热加工无明显裂纹倾向)、规格齐全(覆盖棒/板/丝/锻件)、现货充足(常规规格7天内交货)、成本可控(比GH33低25%左右)。
补充对比(精准避混淆):GH90(700℃精密承力)≠ GH80A(650℃中温)≠ GH33(750℃高强)≠ GH93(750℃高稳定),三者均为沉淀强化型,但GH90更侧重“中小型精密件+高效加工”,无需承担高端合金的高成本,就能满足700℃级工况需求。

二、GH90合金全规格实操解析
GH90的核心优势的是“规格适配性强、加工便捷”,不同规格精准匹配不同场景,以下逐一解析,重点突出“尺寸、供货、加工、应用”四大实操要点,拒绝冗余,可直接套用。
(一)棒材|核心主力规格,中小型承力件首选
GH90棒材是用量最大的规格,主打“精密承力、易机加工”,适配航空螺栓、涡轮叶片榫头、小型阀杆等中小型零件,分3种供货形态,按需选择即可,无需盲目追求高精度。
核心规格(实操常用尺寸):
热轧黑棒:直径φ10~50mm,长度1000~6000mm(定尺),支持零切(最小零切长度500mm),性价比最高,适合常规机加工零件;
冷拉光棒:直径φ5~40mm,长度500~3000mm,表面磨光(Ra≤0.8μm),精度高(h9级,公差±0.01mm),适合精密零件(如航空螺栓);
锻制棒:直径φ50~150mm,长度1000~4000mm,组织致密,抗疲劳性能优异,适合小型涡轮盘、大型螺栓等承力件。
供货形态:均为“固溶+时效”态交货(GH90性能核心依赖时效,未时效材料不可用),表面可按需选择氧化皮(热轧黑棒)、磨光(冷拉光棒)、打磨(锻制棒);
加工要点(实操重点):热加工温度1080~1150℃,终锻温度≥900℃,避免低温加工开裂;机加工选用硬质合金刀具,低速大进给+充分冷却,无粘刀现象,加工效率比GH33高30%;
适配场景:航空发动机高温螺栓、涡轮叶片榫头、小型阀杆,燃气轮机紧固件,化工高温泵轴,锅炉过热器管等700℃以下中小型精密承力件。
采购提示:常规规格(φ10~40mm)现货充足,定制尺寸(φ50~150mm)交期7~15天,无需提前囤货。

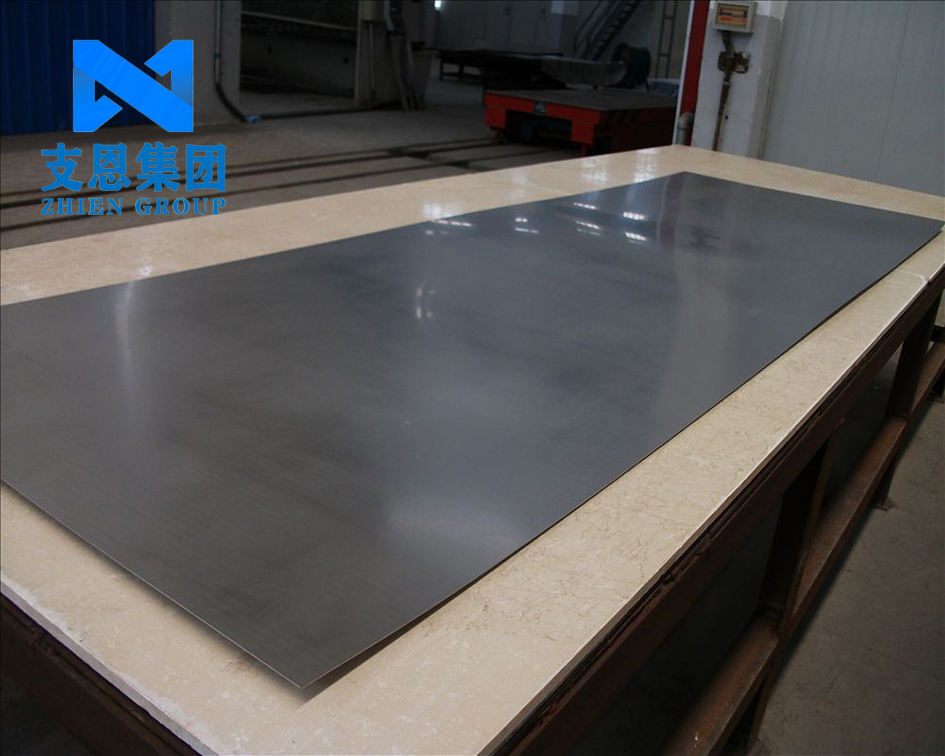
(二)板材|中薄为主,精密结构/密封件适配
GH90板材以中薄规格为主,兼顾冲压、折弯、焊接,加工性优于GH33、GH93,适配航空隔热屏、密封垫片等中小型精密结构件,无需复杂成型工艺,批量生产效率高。
核心规格(实操常用尺寸):
冷轧薄板:厚度0.4~10mm,宽度1000~1800mm,长度2000~6000mm,支持零切(最小零切尺寸500mm×500mm),适合精密冲压、折弯;
热轧厚板:厚度10~30mm,宽度1000~1800mm,长度2000~6000mm,适合切割、焊接,适配小型结构件;
超薄带材:厚度0.1~0.8mm,宽度10~400mm,成卷供货,表面光亮(Ra≤0.6μm),适合微型密封件、精密冲压件。
供货形态:冷轧薄板为“固溶态”(便于冲压成型),热轧厚板、超薄带材为“固溶+时效”态;表面可按需选择酸洗(焊接用)、磨光(密封用)、光亮(精密用);
加工要点(实操重点):冷轧薄板可直接冲压、折弯,变形量≤28%,无需中间退火;焊接支持TIG、MIG氩弧焊,焊后需720℃×6h时效处理,恢复接头强度(≥母材90%);
适配场景:航空发动机隔热屏、密封垫片、安装边,化工换热器板材、小型反应釜衬板,火电锅炉隔板,工业炉内衬等700℃以下精密结构/密封件。
采购提示:超薄带材(0.1~0.8mm)需定制,交期10~15天;常规薄板(0.4~10mm)现货充足,可当天发货。
(三)丝材|精密配套,小型紧固件/焊接填充专用
GH90丝材主打“精密尺寸、易成型”,直径细小、公差精准,适配航空锁片、微型弹簧、焊接填充等小型精密场景,是GH90全规格中“精度最高、应用最精细”的品类。
核心规格(实操常用尺寸):
光亮丝:直径φ0.1~2mm,长度100~800m/卷,表面光亮(Ra≤0.4μm),公差±0.003mm(精密级),适合微型弹簧、航空锁片;
退火丝:直径φ2~6mm,长度50~400m/卷,韧性好、易弯曲,公差±0.005mm(常规级),适合焊接填充、小型紧固件;
焊接专用丝:直径φ0.8~2.0mm,光亮固溶态,与GH90棒材、板材成分一致,焊后易时效,适配自身焊接。
供货形态:均为成卷供货(可按需剪切成直条,最小切段长度100mm),光亮丝为固溶+光亮处理,退火丝为固溶+退火处理;
加工要点(实操重点):冷拉变形量≤23%,冷拉后需1080℃×4h固溶恢复塑性;可编织成高温丝网、绕制成微型弹簧,焊接填充时需清理表面氧化皮,焊后及时时效;
适配场景:航空发动机微型导管、锁片、卡环、高温弹簧,焊接填充丝,化工微型密封件、高温传感器外壳等700℃以下小型精密件。
采购提示:常规丝材(φ0.5~4mm)现货充足,超细丝(φ0.1~0.4mm)需定制,交期7~10天。
(四)锻件/环件|定制化规格,大型承力件补充
GH90锻件/环件主打“定制化”,适配中小型大型承力件,通过双联熔炼工艺制备,组织致密,抗蠕变、抗疲劳性能优异,可按需定制形状,满足特殊场景需求。
核心规格(定制化为主):
自由锻件:重量0.3~300kg,可定制法兰、涡轮盘毛坯、叶片等形状,适配大型承力件;
模锻件:重量1~100kg,精密异形件,尺寸精度±0.05mm,适合航空高端零件;
环件:内径50~500mm,外径100~700mm,厚度10~40mm,适配航空机匣、化工法兰等环形结构件。
供货形态:均为“固溶+时效”态,表面打磨处理,可按需进行无损探伤(UT/RT),满足航空、军工场景要求;
加工要点(实操重点):热加工温度1100~1150℃,终锻温度≥900℃,避免晶粒粗大;热处理严格控温,确保γ'相均匀析出,保障高温性能;
适配场景:航空发动机小型涡轮盘、承力环,燃气轮机端盖,化工高温法兰等700℃以下中小型大型承力件。
总结:GH90合金的核心价值与适用场景
GH90作为700℃级精密承力高温合金,核心优势集中在“适配中小型零件、加工便捷、现货充足、成本可控”,与GH80A、GH33、GH93形成精准互补,填补了700℃级精密承力场景的性价比空白。
对采购而言:常规规格现货充足,交期短(7天内),成本比GH33、GH93低25%~30%,可批量采购降本,无需漫长定制等待;
对设计而言:700℃性能达标,规格适配性强,加工余量小,可灵活设计中小型精密零件,降低设计与生产风险;
对工艺而言:冷热加工性优异,焊接裂纹倾向低,热处理工艺简单,废品率低(≤5%),适配批量生产,大幅提升加工效率。











全部评论