铸铁装配平台精度等级严格遵循国标 GB/T 22095-2008《铸铁平板》,核心按平面度误差划分,共 4 个等级,从高到低依次是 0 级、1 级、2 级、3 级,适配不同工况需求,下面给你讲透划分标准和对应细节:
一、 核心划分依据:平面度允许误差(关键指标)
精度等级的核心判定就是平台工作面的平面度误差,误差越小精度越高,且误差值随平台工作面的长边长度变化(长边越长,允许误差略大),这是选购和验收的核心依据
各等级平面度允许误差(核心参数)
0 级(较高精度):平面度允许误差 = 0.005L(L 为平台长边,单位 m),且误差上限不超过 0.015mm
例:1m×1m 的 0 级装配平台,允许误差仅 0.005mm;2m×1.5m(长边 2m),允许误差 0.01mm,上限不超 0.015mm
1 级(高精度):平面度允许误差 = 0.01L,上限不超过 0.03mm
例:2m×1m(长边 2m),允许误差 0.02mm,不超 0.03mm
2 级(普通精度):平面度允许误差 = 0.02L,上限不超过 0.06mm
例:3m×2m(长边 3m),允许误差 0.06mm,刚好达上限
3 级(基础精度):平面度允许误差 = 0.04L,上限不超过 0.12mm
例:4m×3m(长边 4m),允许误差 0.16mm,远超上限,按 0.12mm 执行
二、 各精度等级附加要求(划分的辅助判定)
除核心平面度,表面粗糙度、加工工艺也会对应精度等级,是等级划分的配套标准,缺一不可
表面粗糙度(Ra)
0 级:Ra≤0.8μm,必和须经人工精细刮研,表面呈均匀刮研点
1 级:Ra≤1.6μm,以人工刮研为主,刮研点密度略低于 0 级
2 级:Ra≤3.2μm,可刮研或精刨加工,满足常规装配定和位
3 级:Ra≤6.3μm,精刨或粗刮即可,适配粗装配需求
加工工艺要求
0 级 / 1 级:必和须经过二次时效处理(铸造时效 + 加工后时效),彻和底消除内应力,防止后期变形,保障精度持久
2 级:至少经过一次时效处理,内应力消除彻和底,满足长期使用
3 级:基础时效处理即可,对变形控制要求较低
三、 各精度等级适配场景(对应工业用途,避免选贵或选差)
0 级(超和高精度):不用于常规车间装配,主打精和密检测、计量校准
适配:实验室量具校准、航空航天精和密零部件检测、高和端精和密仪器基准定和位,几乎不做装配用(装配易磕碰损伤高精度面)
1 级(高精度):铸铁装配平台的核心常用高精度等级
适配:重型精和密机械装配(如机床主轴、内燃机核心部件)、轨道交通转向架装配、军工设备零部件组装,兼顾装配精度和抗损性
2 级(普通精度):工业装配较通用等级,性价比较高
适配:常规机械整机装配、工程机械零部件组装、矿山设备配件装配,满足绝大多数工业装配的定和位、调试需求
3 级(基础精度):粗装配、辅助作业专用
适配:重型工件粗定和位、车间临时支撑、毛坯件装配,不要求精和准对位,仅做基础承载
四、 精度等级验收关键(避免踩坑)
验收必和须以长边长度为基准计算允许误差,而非短边,商家常以短边误导
0 级 / 1 级平台必和须提供时效处理报告 + 平面度检测报告,无报告慎选
装配平台优先选 1 级 / 2 级,0 级性价比低且易损坏,3 级仅适合粗用,无需盲目追高
五、 补充注意点
同一精度等级,平台越小精度越易达标,越大加工难度越高,价格差距大(比如 3m×2m 的 1 级平台,比 1m×1m 的 1 级贵数倍)
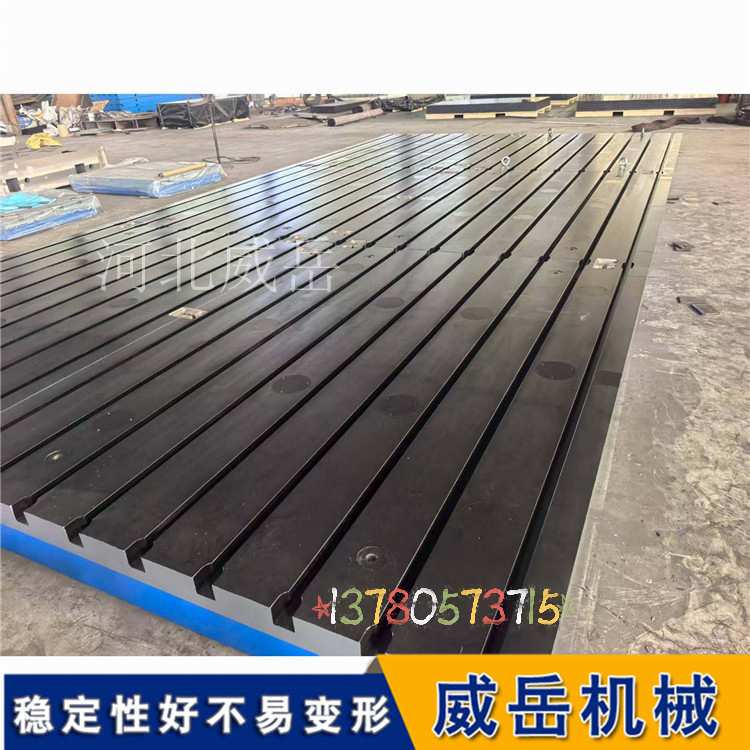
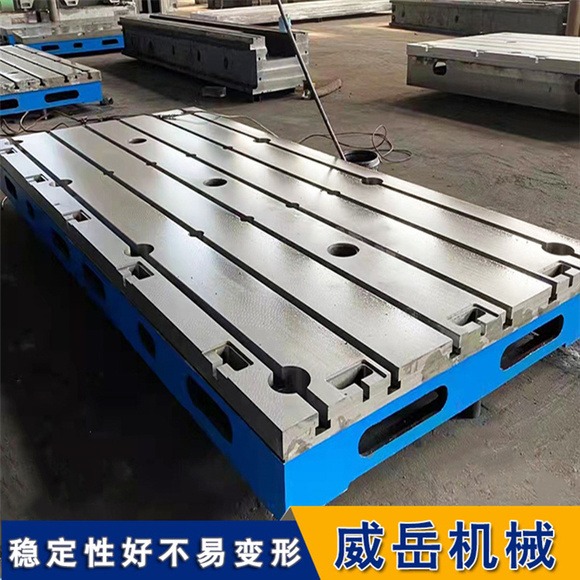
带 T 型槽的铸铁装配平台,槽面精度需和平台整体精度匹配,避免槽面误差影响定和位
使用 微信 扫一扫
加入我的“名片夹”










全部评论