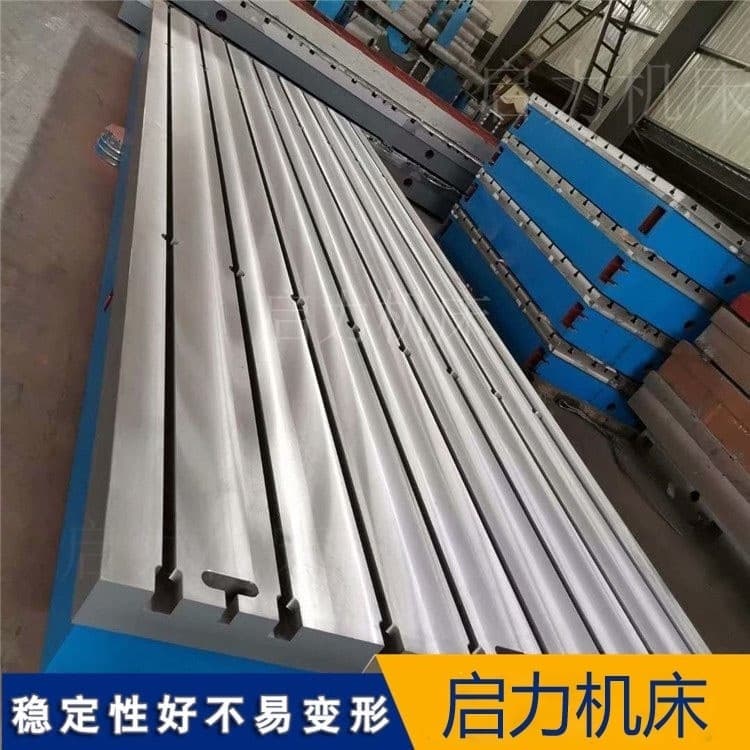
T型槽平台作为机械加工、检测和装配领域的重要基础工具,其安装质量直接影响使用精度和安全性。以下是结合行业标准和实践经验总结的详细安装步骤及注意事项,适用于铸铁、花岗岩等不同材质的T型槽平台。
一、安装前准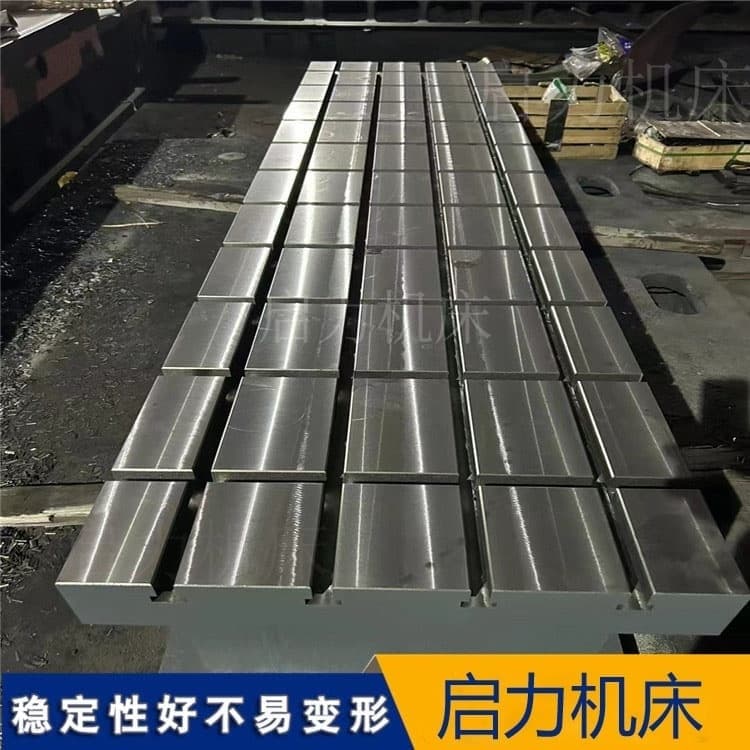
 备工作
备工作
1.场地评估与基础处理
选择振动小、温度稳定的室内环境,避免阳光直射和气流干扰。地面承重需达到平台自重1.5倍以上,混凝土基础厚度建议≥200mm,并预埋地脚螺栓定位模板。使用激光水准仪检测地基水平度,允许偏差≤0.5mm/m²。对于高精度平台(如00级),建议设置防震沟或减震垫层。
2.开箱验收
检查平台外观有无砂眼、裂纹等铸造问题,用塞尺检测T型槽直线度(每米≤0.01mm)。核对出厂检测报告中的平面度数据。
3.工具准备清单
工具:液压千斤顶(承重≥2t)、力矩扳手(范围50200N·m)、电子水平仪(分度值0.001mm/m)
二、分步安装流程
1.将平台吊装至基础位置,使用尼龙吊带避免划伤表面。按"三点支撑"原则先放置主支撑垫铁,位置距平台边缘1/81/10长度处。
2.用千斤顶微调高度,使平台底面与基础间隙保持2030mm,便于垫铁调整。此时水平度控制在1mm/m以内即可。
二步:调平
1.采用"逐步逼近法"调整:先沿长边方向用水平仪检测,旋转垫铁螺杆每次调整不超过1/4圈。调平顺序遵循"先长边后短边,先宏观后微观"原则。
2.达到0.02mm/m初步水平后,按对角线法则复测:在平台表面标记5×5网格点,用电子水平仪依次测量各点,数据偏差应≤标称精度的1.5倍。
第三步:地脚螺栓紧固
1.采用"十字对称紧固法":按对角线顺序分三次拧紧螺栓,扭矩为标准的30%,二次达到70%,终按GB/T3098.12010规定的扭矩值完全紧固。
2.铸铁平台需特别注意:螺栓预紧力应控制在材料屈服强度的70%80%,过度紧固会导致平台应力变形。
1.T型槽配套组件
安装定位块前需用油石去除毛刺,配合间隙控制在0.020.05mm。螺栓头部与槽口间隙应≥1mm以便热膨胀补偿。
对于模块化拼接平台,接缝处需使用专用定位销(H7/g6配合公差),接缝高低差≤0.005mm。
2.减震系统配置
在振动区域(如冲压车间),建议安装空气弹簧隔振器。
通过以上标准化安装流程,配合定期维护,T型槽平台可保持10年以上的稳定精度。需特别注意:环境温度变化超过±3℃/h时,应暂停高精度加工作业,待温度稳定后重新校准。
启力机床谢女士13785751790











全部评论