TеһӢж§Ҫе№іеҸ°й“ёйҖ е·ҘиүәеҸҜеҲҶдёәдёүдёӘеҹәжң¬йғЁеҲҶпјҢеҚій“ёйҖ йҮ‘еұһеҮҶеӨҮгҖҒй“ёеһӢеҮҶеӨҮе’Ң铸件еӨ„зҗҶгҖӮй“ёйҖ йҮ‘еұһжҳҜжҢҮй“ёйҖ TеһӢж§Ҫе№іеҸ°з”ҹдә§дёӯз”ЁдәҺжөҮ注铸件зҡ„йҮ‘еұһжқҗж–ҷпјҢе…ғзҙ дёәдё»иҰҒжҲҗеҲҶпјҢ并еҠ е…Ҙе…¶д»–йҮ‘еұһжҲ–йқһйҮ‘еұһе…ғзҙ иҖҢз»„жҲҗзҡ„еҗҲйҮ‘пјҢжғҜдёҠз§°дёәй“ёйҖ еҗҲйҮ‘пјҢдё»иҰҒжңүй“ёй“ҒгҖҒй“ёй’ўе’Ңй“ёйҖ жңүиүІеҗҲйҮ‘гҖӮй“Ҷз„Ҡе№іеҸ°иЈӮзә№зҡ„дә§з”ҹеҺҹеӣ жңүе“ӘдәӣпјҡиЈӮзә№еҪўжҲҗзҡ„жё©еәҰиҢғеӣҙпјҡзҶ”模铸件зҡ„зғӯиЈӮзә№еҲ°еә•жҳҜеңЁд»Җд№Ҳжё©еәҰдёӢеҸ‘з”ҹзҡ„пјҢй•ҝжңҹд»ҘжқҘиҜҙжі•дёҚдёҖпјҢTеһӢж§Ҫе№іеҸ°зғӯиЈӮзә№жҳҜеңЁеҮқеӣәжё©еәҰиҢғеӣҙеҶ…дҪҶжҺҘиҝ‘дәҺеӣәзӣёзәҝжё©еәҰж—¶еҪўжҲҗзҡ„пјҢжӯӨж—¶еҗҲйҮ‘еӨ„дәҺеӣәж¶ІжҖҒпјҢTеһӢж§Ҫе№іеҸ°иЈӮзә№жҳҜеңЁзЁҚдҪҺдәҺеӣәзӣёзәҝжё©еәҰж—¶еҪўеҗҲйҮ‘еӨ„дәҺеӣәжҖҒгҖӮ
еһӢз ӮеҸ‘ж°”йҮҸеңЁ17~20ml/g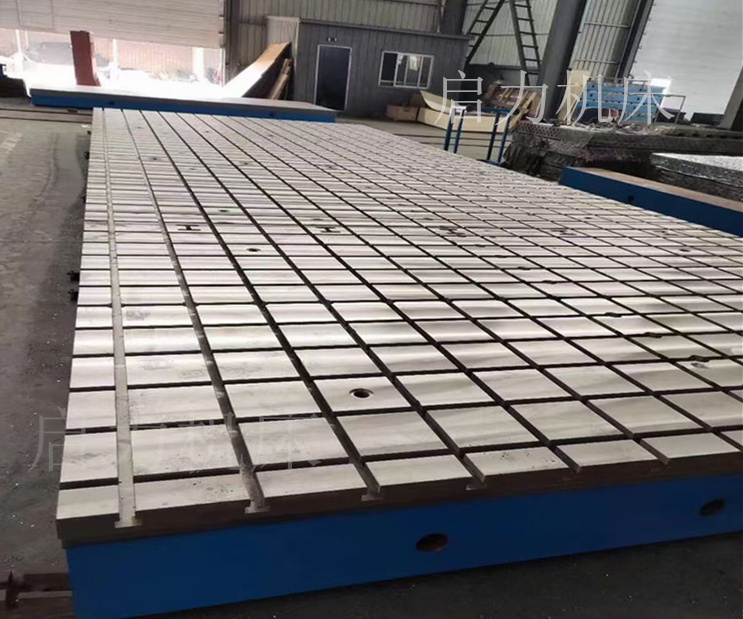 д№Ӣй—ҙгҖӮдёҠз®ұжҲ–жөҮеҸЈжқҜй«ҳеәҰеӨӘй«ҳпјҢйҮ‘еұһж¶ІйқҷеҺӢеҠӣеӨ§пјҢжөҮжіЁзі»з»ҹе’ҢеҶ’еҸЈи®ҫзҪ®дёҚеҪ“пјҢйҖ жҲҗй“ёеһӢе’Ң铸件еұҖйғЁиҝҮзғӯйҖ жҲҗзІҳз ӮгҖӮеҜјиҮҙй“ёTеһӢж§Ҫе№іеҸ°жҚҹе®ізІҳжңүеһӢз Ӯеҗ«жіҘйҮҸй«ҳпјҢж°ҙеҲҶй«ҳпјҢз…ӨзІүеҗ«йҮҸй«ҳпјҢеҸ‘ж°”йҮҸеӨ§пјҢз ӮеһӢйҖҡж°”жқЎд»¶дёҚеҘҪпјҢжөҮжіЁйҖҹеәҰиҝҮеҝ«пјҢTеһӢж§Ҫе№іеҸ°з ӮиҠҜеҸ‘ж°”йҮҸеӨ§пјҢз ӮиҠҜйҮҮз”ЁиҰҶиҶңз ӮеҲ¶иҠҜпјҢиҫғж ‘и„Ӯз ӮиҠҜеҸ‘ж°”йҮҸеӨ§пјҢеҗҢж—¶пјҢTеһӢж§Ҫе№іеҸ°з ӮиҠҜеӣәеҢ–зЁӢеәҰеҪұе“Қе…¶еҸ‘ж°”йҮҸпјҢеҸҰеӨ–пјҢз ӮиҠҜиЎЁйқўж¶Ӯж–ҷеҸ‘ж°”йҮҸд№ҹиҫғеӨ§пјҢдё”з”ұдәҺTеһӢж§Ҫе№іеҸ°з ӮиҠҜеӨӘзғӯзҡ„жғ…еҶөдёӢеҲ·ж¶ӮејҖиЈӮпјҢеӣ жӯӨйңҖеҫ…з ӮиҠҜйҖӮеҪ“еҶ·еҗҺеҲ·ж¶ӮпјҢдёҚиғҪдҝқиҜҒж¶Ӯж–ҷзғҳе№ІгҖӮ
д№Ӣй—ҙгҖӮдёҠз®ұжҲ–жөҮеҸЈжқҜй«ҳеәҰеӨӘй«ҳпјҢйҮ‘еұһж¶ІйқҷеҺӢеҠӣеӨ§пјҢжөҮжіЁзі»з»ҹе’ҢеҶ’еҸЈи®ҫзҪ®дёҚеҪ“пјҢйҖ жҲҗй“ёеһӢе’Ң铸件еұҖйғЁиҝҮзғӯйҖ жҲҗзІҳз ӮгҖӮеҜјиҮҙй“ёTеһӢж§Ҫе№іеҸ°жҚҹе®ізІҳжңүеһӢз Ӯеҗ«жіҘйҮҸй«ҳпјҢж°ҙеҲҶй«ҳпјҢз…ӨзІүеҗ«йҮҸй«ҳпјҢеҸ‘ж°”йҮҸеӨ§пјҢз ӮеһӢйҖҡж°”жқЎд»¶дёҚеҘҪпјҢжөҮжіЁйҖҹеәҰиҝҮеҝ«пјҢTеһӢж§Ҫе№іеҸ°з ӮиҠҜеҸ‘ж°”йҮҸеӨ§пјҢз ӮиҠҜйҮҮз”ЁиҰҶиҶңз ӮеҲ¶иҠҜпјҢиҫғж ‘и„Ӯз ӮиҠҜеҸ‘ж°”йҮҸеӨ§пјҢеҗҢж—¶пјҢTеһӢж§Ҫе№іеҸ°з ӮиҠҜеӣәеҢ–зЁӢеәҰеҪұе“Қе…¶еҸ‘ж°”йҮҸпјҢеҸҰеӨ–пјҢз ӮиҠҜиЎЁйқўж¶Ӯж–ҷеҸ‘ж°”йҮҸд№ҹиҫғеӨ§пјҢдё”з”ұдәҺTеһӢж§Ҫе№іеҸ°з ӮиҠҜеӨӘзғӯзҡ„жғ…еҶөдёӢеҲ·ж¶ӮејҖиЈӮпјҢеӣ жӯӨйңҖеҫ…з ӮиҠҜйҖӮеҪ“еҶ·еҗҺеҲ·ж¶ӮпјҢдёҚиғҪдҝқиҜҒж¶Ӯж–ҷзғҳе№ІгҖӮ
зІҳеәҰиҝҮй«ҳпјҢдҪҝеңЁжөҮжіЁе’Ңе……еһӢиҝҮзЁӢдёӯеҚ·е…Ҙзҡ„ж°”дҪ“еҸҠз”ұйҮ‘еұһж¶ІдёӯжһҗеҮәеҸҠжҺ’еҮәй“ёеһӢжҲ–дёҠжө®еҲ°еҶ’еҸЈжҲ–еҮәж°”еҸЈдёӯеҺ»гҖӮTеһӢж§Ҫе№іеҸ°жөҮжіЁзі»з»ҹдёҚеҗҲзҗҶпјҢжөҮжіЁе’Ңе……еһӢйҖҹеәҰиҝҮеҝ«пјҢйҮ‘еұһеһӢжҺ’ж°”дёҚеҘҪпјҢдҪҝйҮ‘еұһж¶ІеңЁжөҮжіЁе’Ңе……еһӢиҝҮзЁӢдёӯдә§з”ҹзҙҠжөҒгҖҒж¶ЎжөҒжҲ–ж–ӯжөҒиҖҢеҚ·й“ёд»¶дёӯеҪўжҲҗеҚ·е…ҘжҖ§ж°”еӯ”гҖӮдё»иҰҒжҳҜй“ёйҖ е·ҘиүәжҖ§(зғӯиЈӮжҖ§гҖҒжөҒеҠЁжҖ§е’Ң收缩жҖ§зӯү)гҖӮеҰӮжһңиҜҘжқҗиҙЁзҡ„й“ёйҖ е·ҘиүәжҖ§иғҪеҖҫеҗ‘жҖ§еӨ§пјҢйӮЈд№ҲжөҮжіЁеҮәжқҘзҡ„TеһӢж§Ҫе№іеҸ°д»¶дә§з”ҹзғӯиЈӮзә№зҡ„еәҹе“ҒзҺҮй«ҳгҖӮеҸҰеӨ–пјҢеҲҶеёғдәҺй“ёй’ўжҷ¶з•Ңзҡ„дҪҺзҶ”зӮ№еӨ№жқӮзү©е°ҶйҷҚдҪҺе®ғзҡ„ејәеәҰе’ҢеЎ‘жҖ§пјҢ并且зү©зҡ„еўһеӨҡпјҢејәеәҰе’ҢеЎ‘жҖ§дёӢйҷҚпјҢдҝғдҪҝеҪўжҲҗзғӯиЈӮзә№гҖӮеңЁTеһӢж§Ҫе№іеҸ°зҶ”зӮјж—¶пјҢеә”йҖүз”Ёе№ІеҮҖгҖҒжё…жҙҒзҡ„зӮүж–ҷпјҢйҮҮз”ЁеҗҲзҗҶзҡ„зҶ”зӮје·ҘиүәпјҢеҠ ејәж“ҚдҪңпјҢжүҚиғҪдҝқйҮҸгҖӮ
TеһӢж§Ҫе№іеҸ°еһӢз Ӯе’ҢиҠҜз ӮзІ’еәҰеӨӘзІ—пјҢеһӢз Ӯеҗ«жіҘйҮҸгҖҒзҒ°еҲҶиҝҮдҪҺпјҢTеһӢж§Ҫе№іеҸ°й“ёеһӢ(з ӮиҠҜ)й—ҙйҡҷеӨ§пјҢйҮ‘еұһйҖҸйҳ»еҠӣе°ҸгҖӮиҪҰй—ҙеһӢз ӮзІ’еәҰдёә50/100жҲ–е№іеқҮз»ҶеәҰеңЁ50~57д№Ӣй—ҙпјҢиҰҶиҶңз ӮзІ’еәҰдёә50/100жҲ–100/50пјҢTеһӢж§Ҫе№іеҸ°е№іеқҮз»ҶеәҰеңЁ49~55д№Ӣй—ҙгҖӮTеһӢж§Ҫе№іеҸ°еҺҹз ӮиҫғдёҖиҲ¬ж№ҝеһӢйҖ еһӢе·ҘиүәжүҖз”ЁеҺҹз ӮзІ—пјҢеһӢ130~170д№Ӣй—ҙгҖӮ
TеһӢж§Ҫе№іеҸ°еҗҲйҮ‘ж¶Іжҳ“еҸҜеҗёж°”пјҢеңЁзҶ”зӮје’ҢжөҮжіЁиҝҮзЁӢдёӯжңӘйҮҮеҸ–зІҫзӮјгҖҒдҝқжҠӨе’ҢеҮҖеҢ–жҺӘж–ҪпјҢдҪҝйҮ‘еұһж¶Ідёӯеҗ«жңүеӨ§йҮҸж°”дҪ“гҖҒеӨ№жёЈе’ҢеӨ№ж°”еһӢе’ҢеҮқеӣәиҝҮзЁӢдёӯеҪўжҲҗжһҗеҮәж°”еӯ”е’ҢеҸҚеә”ж°”еӯ”пјҢеһӢз ӮгҖҒеһӢиҠҜе’Ңж¶Ӯж–ҷй…ҚеҲ¶дёҚеҪ“пјҢдёҺйҮ‘еұһж¶ІеҸ‘з”ҹз•ҢйқўеҸҚеә”пјҢTеһӢж§Ҫе№іеҸ°еҪўжҲҗиЎЁйқўеӯ”е’Ңзҡ®дёӢж°”еӯ”еӯЈиҠӮзҶ”зӮјжҳ“еҗёж°”зҡ„еҗҲйҮ‘ж—¶пјҢеҗҲйҮ‘ж¶ІеӨ§йҮҸеҗёж°”пјҢйҖ жҲҗ铸件жҲҗжү№жҠҘеәҹгҖӮ
并且еңҹе…ғзҙ иғҪз»ҶеҢ–жҷ¶зІ’пјҢж”№еҸҳеӨ№жқӮзү©зҡ„еҪўжҖҒдёҺеҲҶеёғпјҢд»ҺиҖҢеҮҸиҪ»дәҶTеһӢж§Ҫе№іеҸ°зғӯиЈӮзә№зҡ„зә№зҡ„еӨ§е°ҸдёҺж·ұжө…)е’ҢйҷҚдҪҺдәҶзғӯиЈӮзә№зҡ„ж•°йҮҸгҖӮеҗҲзҗҶйҖүжқҗйҖүжқҗжҳҜдёҖйЎ№еӨҚжқӮзҡ„жҠҖжңҜе’Ңз»ҸжөҺй—®йўҳгҖӮжүҖжёӯеҗҲзҗҶйҖүжқҗжҳҜTеһӢж§Ҫе№іеҸ°йҖүз”Ёзҡ„жқҗиҙЁеә”иҜҘ件зҡ„дҪҝз”ЁжҖ§гҖҒе·ҘиүәжҖ§е’Ңз»ҸжөҺжҖ§гҖӮеҜ№дәҺ铸件иҖҢиЁҖпјҢ
еҗҜеҠӣжңәеәҠи°ўеҘіеЈ«13785751790

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә