合金 B-2 / UNS N10665 / W.Nr. 2.4617
描述
合金 B-2 是一种固溶强化的镍钼合金,通常用于极端还原条件。与前身合金 B (UNS N10001) 相比,合金 B-2 的碳、硅和铁含量明显降低。与合金 B 相比,合金 B-2 在焊接条件下不易受到焊接区腐蚀的影响。控制其他合金元素(如铁和铬)解决了成型和成型的潜在问题。在合金B-2的生产过程中,严格的化学控制使合金可以在焊接条件下使用,并且在许多条件下不易受到应力腐蚀开裂的影响。在为所需应用选择合适的合金时必须小心。合金 B-2 不应在 1000°F 和 1600°F 之间的温度下使用,因为该合金会形成二次相,从而降低材料的延展性。
行业与应用
合金 B-2 适用于化学加工行业,特别是在使用或加工盐酸、磷酸和硫酸的领域。合金 B-2 还用于生产药品、醋酸、乙烯烷基化和除草剂。典型的最终应用包括泵、阀门、机械密封、爆破片、法兰、配件、储罐和容器。
耐腐蚀性
合金 B-2 中的高钼含量使该合金在很宽的浓度和温度范围内具有出色的耐盐酸性。合金B-2还表现出良好的耐氯化氢、硫酸和磷酸性能,在热影响区具有优异的抗点蚀和应力腐蚀开裂性能。与其他镍钼合金(如合金 B-3®)相比,各种环境中的均匀腐蚀速率相似。任何氧化介质的存在,即使是微量的,也会显着增加腐蚀。合金 B-2 不应用于氧化介质,因为这些合金在这种环境中几乎没有电阻。
制造和热处理
焊接合金 B-2 可以通过 TIG、MIG 和涂层电极进行。使用 AWS ERNiMo-10 进行 GTAW 和 GMAW 操作,使用 ENiMo-10 进行 SMAW 焊接,可以将异种金属焊接合金 B-2 与合金 B-3® 区分开来。以前未用于任何铁基材料。除非工件已经成型或焊接,否则不需要进行预热处理或后热处理过程。焊接前需要对已成型的工件进行全溶退火。热加工应在 1700°F 至 2250°F 的温度范围内进行,并在该范围的上限处进行严重变形。可能需要重新加热工件。应对所有变形超过 15% 的热加工、焊接和任何冷加工件进行全溶退火,然后进行水淬火。合金 B-2 的固溶退火在 1950°F 下每英寸厚度进行 30 分钟,然后进行水淬。应将标的材料装入热炉中,并密切监测温度下的准确时间。接触式热电偶是首选。
规格
Hastelloy B-2 受以下规格的约束:
UNS N10665
板、板、带:ASTM B333、ASME SB333、
棒材:ASTM B 335、ASME SB335(3-1/2 直径及以上通过 ASTM B564、ASME
SB564 双重认证)
焊管:ASTM B619、ASME SB619、I 类或 II 类(高于 8 SCH 40) ASTM
B775、ASME SB775、
无缝管:ASTM B622、 ASME SB622
商标声明:某些名称是特定制造商的商品名称和/或商标。American Special Metals, Corp. 不隶属于任何制造商。订单将被填写以满足任何可用来源的规格。列出的名称仅供参考,以帮助识别与所列规格一致的产品。
化学成分
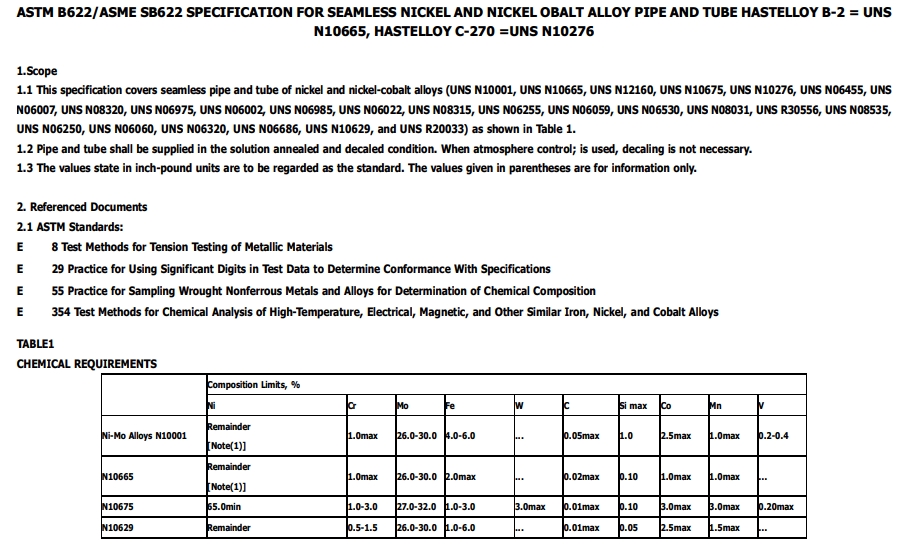
极限化学成分,%
Ni................平衡
Cr................1.00 最大 Mo.............
26.0 至 30.0
Mn..............1.00
最大
Fe...............最大 2.00 Si.................
0.10
C
以下................0.02
最大
P..................最大
0.040
Co..............1.00
最大
S..................0.030 最大












全部评论