йҡҸзқҖ科еӯҰжҠҖжңҜзҡ„дёҚж–ӯеҸ‘еұ•пјҢжқЎеҪўй“ёй“Ғе№іеҸ°д№ҹеңЁйҖҗжёҗз»“еҗҲе…¶д»–иЎҢдёҡзҡ„жқҗж–ҷе’ҢжҠҖжңҜпјҢжң¬иә«д№ҹеңЁиң•еҸҳе’ҢжҲҗй•ҝиҝҷзҜҮж–Үз« еЁҒеІіе°Ҹзј–з»ҷеӨ§е®¶еёҰжқҘдәҶжқЎеҪўй“ёй“Ғе№іеҸ°зҡ„жҠҖжңҜиҰҒжұӮзҡ„е…·дҪ“жҖ»з»“
1пјҢжқЎеҪўй“ёй“Ғе№іеҸ°еҲ¶йҖ жү§иЎҢж ҮеҮҶпјҡGB4986-85ж ҮеҮҶдёҺJB/T7974-1999ж ҮеҮҶгҖӮ
2пјҢжқЎеҪўй“ёй“Ғе№іеҸ°й“ёд»¶йҮҮз”Ёж°ҙжіҘз Ӯй“ёйҖ пјҢжқҗиҙЁдёәHT250пјҢжқҗиҙЁдёҘж јжҢүGB9439-2010规е®ҡеҲ¶дҪңпјӣ铸件е°әеҜёе…¬е·®жҢүGB6414-1999ж ҮеҮҶжү§иЎҢгҖӮ
3пјҢжқЎеҪўй“ёй“Ғе№іеҸ°дёҠи®ҫжңүTеһӢж§ҪпјҢжҢүеӣҫзәёиҰҒжұӮеҲ¶дҪңпјҢе®үиЈ…ж—¶еҮәеҸЈеҸҜж”ҫе…ҘTеһӢеӣәе®ҡиһәж “гҖӮTеһӢж§ҪжҢүGB158-1996ж ҮеҮҶжү§иЎҢгҖӮ
4пјҢжқЎеҪўй“ёй“Ғе№іеҸ°зҡ„е®үиЈ…еёғзҪ®ж–№ејҸеҸҠдҪҚзҪ®дёҘж јжҢүеңҹе»әеӣҫж–Ҫе·ҘпјҢж•ҙдҪ“е№ійқўе®үиЈ…еҗҺдёҠе№ійқўдёҺең°еқӘйҪҗе№іпјҲ±0.000пјүгҖӮ
5пјҢжқЎеҪўй“ёй“Ғе№іеҸ°е·ҘдҪңйқўеҠ е·ҘдёҺTеһӢж§ҪзІ—зіҷеәҰRa≤3.2пјҢе…¶е®ғеҠ е·ҘйқўRa6.3пјҢжү§иЎҢж ҮеҮҶGB1031-2009пјӣжқЎеҪўй“ёй“Ғе№іеҸ°дёҠе№ійқўеәҰиҜҜе·®дёҺеһӮзӣҙеәҰиҜҜе·® ж»Ўи¶іеӣҫзәёиҰҒжұӮгҖӮ
6пјҢе·ҘдҪңиЎЁйқўзЎ¬еәҰдёәHB180-240пјҢжҠ—жӢүејәеәҰ≥220.Mpa,ж—¶ж•ҲеӨ„зҗҶгҖӮ
7пјҢйҮҮз”Ёе…Ҳиҝ‘й“ёйҖ е·ҘиүәпјҢдёҘж јжҺ§еҲ¶й“ёд»¶дә”еӨ§е…ғзҙ зҡ„жҲҗд»ҪеҸҠеҗ«йҮҸпјҢ铸件表йқўе№іж•ҙж— иЈӮзә№гҖҒж— зј©еӯ”гҖҒж— еӨ№зҒ°жёЈгҖӮиЎЁйқўзјәйҷ·жҢүз…§ еӣҪж ҮеҮҶеӨ„зҗҶгҖӮ
8пјҢеңЁй“ёйҖ иҝҮзЁӢдёӯдҝқиҜҒдёӨж¬ЎеӣһзҒ«еӨ„зҗҶгҖӮж¬ЎпјҡеңЁй“ёд»¶жҜӣеқҜжЈҖйӘҢеҗҲж јеҗҺеӣһзҒ«еӨ„зҗҶпјҢж¶ҲйҷӨй“ёйҖ еә”еҠӣгҖӮ дәҢж¬ЎпјҡеңЁжҜӣеқҜзІ—еҠ е·Ҙе®ҢжҲҗеҗҺиҝӣиЎҢеӣһзҒ«еӨ„зҗҶпјҢж¶ҲйҷӨжңәеҠ е·Ҙз ҙеқҸ铸件平衡жҖҒжүҖдә§з”ҹзҡ„еә”еҠӣгҖӮ
9пјҢжқЎеҪўй“ёй“Ғе№іеҸ°зҡ„еҠ е·ҘжҲҗе“Ғе°әеҜёжҢүGB2822-2005ж ҮеҮҶжү§иЎҢпјҢзІҫеәҰи®ЎйҮҸжЈҖе®ҡ规зЁӢжҢүJJG117-2005ж ҮеҮҶе’ҢеҪўдҪҚе…¬е·®жҢү8зә§GB1182-1184-1996ж ҮеҮҶжү§иЎҢгҖӮ
10, жқЎеҪўй“ёй“Ғе№іеҸ°еҠ е·ҘиЎЁйқўеҒҡйҳІй”ҲжІ№еҲ·ж¶ӮпјҢ铸件еӨ–иЎЁйқўдёҚеҠ е·ҘйЎ»жү№и…»гҖҒзЈЁе…үпјҢең°й”ҡеҷЁеҮ№йқўеӨ„ж¶ӮйҳІй”ҲжјҶпјӣиЎЁйқўе№іж•ҙе…үдә®гҖӮ铸件еҶ…иЎЁйқўеқҮйңҖж¶ӮйҳІй”ҲжјҶпјӣ
11, е№іжқҝзҡ„е·ҘдҪңйқўдёҺдҫ§йқўеҸҠзӣёйӮ»дёӨдҫ§йқўзҡ„еһӮзӣҙеәҰе…¬е·®дёә0.1mm,
12, е№іжқҝе…·жңүи¶іеӨҹзҡ„ејәеәҰеҸҠжүҝиҪҪиғҪеҠӣпјҢе…¶жүҝиҪҪеҠӣ≥300KV/гҺЎ.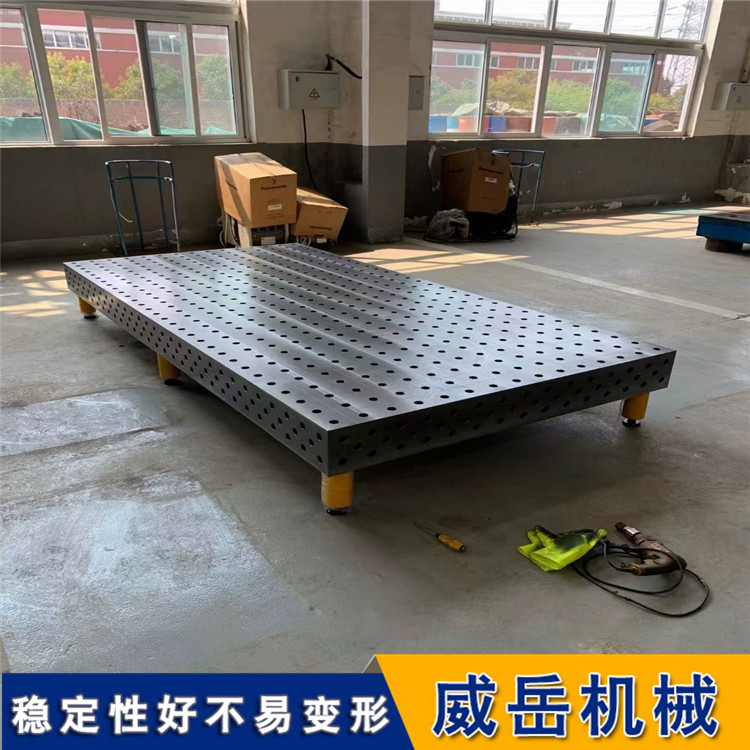
13, дё»иҰҒй…ҚзҪ®пјҡең°й“ҶеҷЁеҸҠзӣёеә”й…Қ件
з”ҹдә§е®һйҷ…дёӯпјҢеә”ж №жҚ®жҜҸдёӘжқЎеҪўжқЎеҪўй“ёй“Ғе№іеҸ°зҡ„з»“жһ„зү№зӮ№зј–еҲ¶зӣёеә”зҡ„е·ҘиүәгҖӮдё»иҰҒжңүз»Ҷй•ҝеҪўпјҢжЁЎж ·и®ҫи®ЎеҮәеҸҳеҪўйҮҸпјҢиҝҷз§Қ铸件зҡ„дёӯй—ҙеһӢи…”з ӮиҠҜйҖҡз”ЁжҖ§иҫғеҘҪпјҢеҸҜд»ҘеҮҸе°‘иҠҜзӣ’зҡ„ж•°йҮҸпјӣеңҶеҪўе№іеҸ°й“ёд»¶зҡ„дёӯеҝғеӯ”иҫғеӨ§ж—¶пјҢеҸҜе°Ҷдёӯеҝғеӯ”еңҶеҪўз ӮеһӢеҲҶжҲҗдәҢеҲҶд№ӢдёҖжҲ–иҖ…еӣӣеҲҶд№ӢдёҖпјҢд»ҺиҖҢеҮҸе°ҸиҠҜзӣ’зҡ„е°әеҜёгҖӮиҮідәҺеӨ–еӣҙзҡ„жүҮеҪўеһӢиҠҜпјҢйҖҡз”ЁжҖ§д№ҹеҫҲй«ҳпјҢиҙЁйҮҸзҡ„жҸҗй«ҳжҳҜеҘҪзҡ„иҠӮиғҪжқҗж–ҷгҖӮ
жқЎеҪўй“ёй“Ғе№іеҸ°з”ҹдә§е·ҘеәҸеӨҡпјҢеҪұе“Қеӣ зҙ еӨҡпјҢиҙЁйҮҸжҺ§еҲ¶йҡҫеәҰеӨ§пјҢзү№еҲ«жҳҜеӨ§еһӢе№іеҸ°пјҢж— и®әд»Һе·ҘиЈ…гҖҒйҖ еһӢе·Ҙиүәе’ҢзҶ”зӮјж–№йқўйғҪжңүеҫҲй«ҳзҡ„иҰҒжұӮпјҢжҜҸдёҖдёӘз»ҶиҠӮйғҪйңҖиҰҒеӨ„зҗҶеҘҪгҖӮе°Өе…¶жҳҜй“Ғж¶Ізҡ„иҙЁйҮҸеҜ№дәҺе№іеҸ°й“ёд»¶з”ҹдә§зҡ„жҲҗиҙҘеҫҲе…ій”®пјҢйҷӨдәҶж»Ўи¶іжқҗиҙЁзҡ„зүҢеҸ·иҰҒжұӮеӨ–пјҢй“Ғж¶Ізҡ„жё©еәҰгҖҒжҖ§иғҪйғҪеҜ№й“ёд»¶жңүеҪұе“ҚгҖӮ

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә