й“ёй“ҒиҜ•йӘҢе№іеҸ°еңЁз”ҹдә§дҪҝз”Ёдёӯд»»дҪ•зҡ„дёҖдёӘзјәйҷ·еҮәзҺ°йғҪдјҡз»ҷе·ҘдҪңеёҰжқҘеҫҲеӨ§зҡ„еҪұе“ҚпјҢж— и®әжҳҜеңЁдҪҝз”Ёе№ҙйҷҗе’ҢеҮҶзЎ®еәҰпјҢжүҖд»ҘжҲ‘们е…ҲиҰҒдәҶи§Јжё…й“ёй“ҒиҜ•йӘҢе№іеҸ°зҡ„й“ёйҖ иҝҮзЁӢ
1гҖҒеңЁиҝӣе…ҘжӯЈејҸзҡ„жңәжў°еҠ е·ҘеүҚпјҢиҰҒеҜ№й“ёй“ҒиҜ•йӘҢе№іеҸ°иҝӣиЎҢдёҖж¬ЎеҺ»еҶ…еә”еҠӣж—¶ж•ҲеӨ„зҗҶпјҢиҝҷдёӘе·ҘеәҸзҡ„зӣ®зҡ„жҳҜеҺ»жҺүе№іеҸ°еӣ дёәй“ёйҖ иҖҢдә§з”ҹзҡ„еҶ…еә”еҠӣпјҢ并жҸҗй«ҳе№іжқҝзҡ„еҲҮеүҠжҖ§иғҪпјҢеҮҸе°‘йӣ¶д»¶еҜ№ е…·зҡ„зЈЁжҚҹпјҢд№ҹжҸҗй«ҳйӣ¶д»¶еҠ е·ҘеҗҺеҠ е·ҘзІҫеәҰзҡ„зЁіе®ҡжҖ§гҖӮ
2гҖҒй“ёй“ҒиҜ•йӘҢе№іеҸ°иҝӣе…Ҙе·ҘеәҸжҳҜжҜҸдёӘй“ёйҖ йӣ¶д»¶зҡ„еҝ…з»ҸиҝҮзЁӢпјҢе·ҘдәәйҖҡиҝҮеҠ е·Ҙеӣҫзәёзҡ„е’ҢиҰҒжұӮпјҢеҜ№иҝҳжҳҜжҜӣеқҜзҠ¶жҖҒзҡ„йӣ¶д»¶иҝӣиЎҢзІ—еҠ е·ҘпјҢиҝҷдёӘж“ҚдҪңзҡ„ж„Ҹд№үжҳҜдёәдәҶзЎ®и®Өй“ёй“Ғе№іжқҝжҳҜжңүи¶іеӨҹзҡ„еҠ е·ҘдҪҷйҮҸпјҢе№¶ж— жҳҺжҳҫзҡ„еҸҳеҪўе’ҢжҚҹеқҸпјҢжҳҜеҗҰиғҪеӨҹеқҮеҢҖеҲҶеёғй“ёй“Ғе№іжқҝзҡ„еҠ е·ҘдҪҷйҮҸпјҢ并еҜ№дёҖдәӣжңүеҸҳеҪўзҡ„е№іжқҝиҝӣиЎҢйҖӮеҪ“зҡ„еҠ е·Ҙзә жӯЈгҖӮ
3гҖҒй“ёй“ҒиҜ•йӘҢе№іеҸ°зҡ„зІ—еҠ е·ҘпјҢе№іжқҝд»ҺжҜӣеқҜеҲ°зІ—еҠ е·ҘпјҢйҖҡеёёиҰҒеҺ»йҷӨзҡ„дҪҷйҮҸеӨ§жҰӮеңЁ3-7mmе·ҰеҸіпјҢжҲ‘们и®ҫи®Ўзҡ„зҗҶи®әйў„з•ҷдҪҷйҮҸеә”иҜҘжҳҜеҚ•иҫ№5-10mmд№Ӣй—ҙпјҢиҝҷдёӘйңҖиҰҒж №жҚ®и®ҫи®ЎиҖ…жүҖеӨ„зҡ„иЎҢдёҡе’Ңе‘Ёиҫ№й…ҚеҘ—дјҒдёҡзҡ„жҲҗзҶҹеәҰжқҘйҖүеҸ–пјҲдҫӢеҰӮй“ёйҖ еҺӮзҡ„жҜӣеқҜиҙЁйҮҸзЁіе®ҡжҖ§пјҢеҸҳеҪўзҡ„еӨ§е°ҸпјҢй“ёйҖ й—®йўҳзҡ„еӨҡе°‘пјҢеҠ е·ҘеҺӮзҡ„еҠ е·ҘзІҫеәҰе’ҢиғҪеҠӣзӯүзӯүпјүгҖӮ
4гҖҒй“ёй“ҒиҜ•йӘҢе№іеҸ°зҡ„дәҢж¬Ўж—¶ж•ҲеӨ„зҗҶпјҢеңЁе№іжқҝиҝӣе…ҘеҚҠзІҫеҠ е·Ҙд№ӢеүҚпјҢеҜ№дәҺдёҖдәӣйҮҚиҰҒзҡ„铸件иҖҢиЁҖпјҢйңҖиҰҒиҝӣиЎҢдәҢж¬Ўж—¶ж•ҲеӨ„зҗҶпјҢиҝҷж¬Ўж—¶ж•ҲеӨ„зҗҶзҡ„зӣ®зҡ„жҳҜеҺ»йҷӨзІ—еҠ е·Ҙеә”еҠӣе’Ңй“ёйҖ ж®ӢдҪҷеҶ…еә”еҠӣпјҢд»ҘдҝқиҜҒе№іжқҝеңЁиҝӣе…ҘеҚҠзІҫеҠ е·ҘеҗҺзҡ„еҠ е·ҘиҙЁйҮҸзЁіе®ҡжҖ§гҖӮ
5гҖҒй“ёй“ҒиҜ•йӘҢе№іеҸ°/й“ёй“Ғе№іеҸ°пјҲе№іжқҝпјүзҡ„еҚҠзІҫеҠ е·Ҙе·ҘеәҸпјҢе№іжқҝиҝӣе…ҘеҚҠзІҫеҠ е·Ҙе·ҘеәҸеҗҺпјҢеҜ№е№іжқҝзҡ„еҠ е·ҘиҰҒж јеӨ–зҡ„и°Ёж…ҺдёҖдәӣпјҢеӣ дёәиҝҷдёӘж—¶еҖҷеңЁиҝҷдёӘе№іжқҝдёҠдјҒдёҡе·Із»ҸжҠ•е…ҘдәҶзӣёеҪ“еӨ§зҡ„жҲҗжң¬пјҢеҗҢж—¶еӣ дёәеҚҠзІҫеҠ е·Ҙд№ҹжҳҜжҜ”иҫғе®№жҳ“еәҹе№іжқҝзҡ„е·ҘеәҸпјҢжүҖд»ҘеңЁеҠ е·ҘиҝҮзЁӢдёӯиҰҒ е°ұжіЁж„ҸпјҢдё”иҰҒеҜ№е№іжқҝзҡ„йҳІй”ҲеӨ„зҗҶиҰҒеҒҡеҲ°еҸҠж—¶еҲ°дҪҚгҖӮ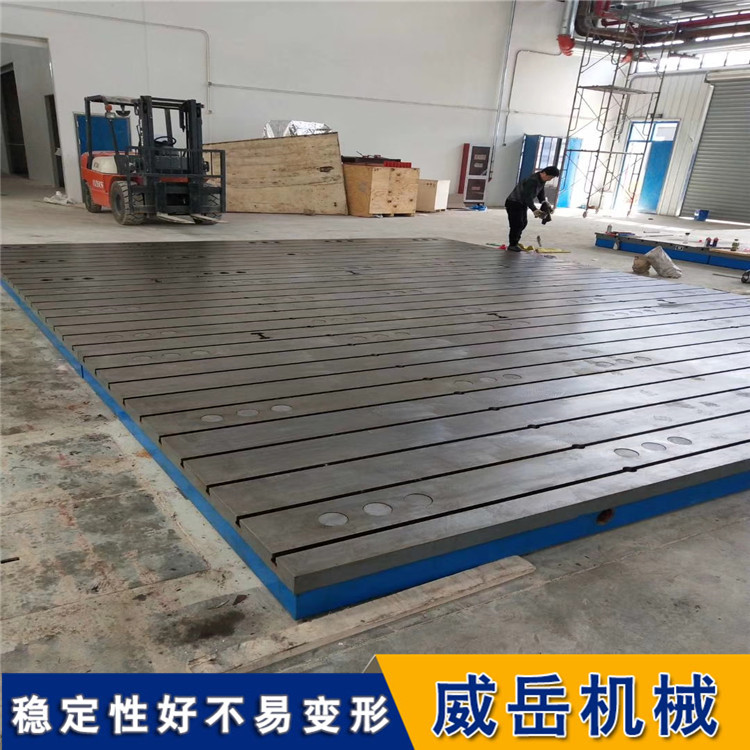
й“ёй“ҒиҜ•йӘҢе№іеҸ°еҠ е·Ҙе®ҢжҜ•еҗҺиҰҒеҸҠж—¶зҡ„дёҠйҳІй”Ҳ油并иҰҶзӣ–йҳІй”Ҳи–„иҶңпјҢеҗҢж—¶е№іжқҝзҡ„ж”ҫзҪ®е°ҪйҮҸиҰҒеҚ•д»¶еҚ•зӢ¬ж”ҫзҪ®пјҢдёҚеҸҜеҶҚжңүеҸ е Ҷж”ҫзҪ®зҡ„жғ…еҶөпјҢеҚҠзІҫеҠ е·ҘеҗҺпјҢе№іжқҝз»ҷзІҫеҠ е·Ҙзҡ„жөҒйҮҸдёҖиҲ¬еңЁ0.3-0.5 mmе·ҰеҸігҖӮ
6гҖҒй“ёй“ҒиҜ•йӘҢе№іеҸ°зҡ„зІҫеҠ е·ҘпјҢе№іжқҝиҝӣе…ҘиҝҷйҒ“е·ҘеәҸеүҚпјҢиҰҒйҖӮеҪ“зҡ„ж”ҫзҪ®дёҖж®өж—¶й—ҙпјҢйҖҡеёёиҰҒжұӮеңЁдёҖе‘Ёд»ҘдёҠпјҢд»Ҙдҫҝй“ёй“Ғе№іжқҝеңЁе®Өжё©дёӢе……еҲҶйҮҠж”ҫеә”жңәжў°еҠ е·ҘиҖҢдә§з”ҹзҡ„еҠ е·Ҙеә”еҠӣе’Ң铸件зҡ„ж®ӢдҪҷеҶ…еә”еҠӣпјҢеҸӘжңүж”ҫзҪ®дёҖж®өж—¶й—ҙеҗҺзҡ„йӣ¶д»¶пјҢжүҚиғҪ еҘҪзҡ„еҠ е·ҘеҮәдёҖдёӘзЁіе®ҡиҖҢ зҡ„зІҫеәҰжқҘгҖӮ
жүҖд»ҘеңЁиҝӣиЎҢй“ёй“ҒиҜ•йӘҢе№іжқҝзІҫеҠ е·Ҙзҡ„ж—¶еҖҷпјҢе№іжқҝзҡ„еӨ№зҙ§д№ҹжҳҜжңүиҜҖзӘҚзҡ„пјҢе№іжқҝзҡ„еӨ№зҙ§еҸӘиҰҒиғҪж»Ўи¶іеҠ е·ҘиҰҒжұӮе°ұиЎҢдәҶпјҢдёҚиҰҒз”ЁеҠ ејәжқҶжқҶз”ЁеҠӣеӨ№зҙ§пјҢиҝҷж ·еҪ“й“ёй“Ғе№іжқҝеҠ е·Ҙе®ҢжҜ•ж”ҫејҖзҡ„ж—¶еҖҷпјҢдјҡдә§з”ҹдёҖе®ҡзҡ„еј№жҖ§еҸҳеҪўпјҢд»ҺиҖҢеҜјиҮҙзІҫеәҰеӨұеҮҶгҖӮ

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә