жҲ‘们жҖ»жҳҜеҸҜд»ҘжҢүз…§иҮӘе·ұзҡ„ж ҮеҮҶйҖүжӢ©еҗ„з§Қдә§е“ҒпјҢиҖҢжҲ‘们иҰҒз»ҷеӨ§е®¶д»Ӣз»Қзҡ„е°ұжҳҜTеһӢж§Ҫе№іеҸ°пјҢиҷҪ然жҲ‘们并дёҚжё…жҘҡиҝҷжҳҜдёҖж¬ҫд»Җд№ҲжҖ§иҙЁзҡ„е№іеҸ°пјҢдҪҶжҳҜдёҚз®ЎеңЁе®¶еәӯиЈ…дҝ®иҝҳжҳҜеңЁе·ҘдёҡйўҶеҹҹйҮҢпјҢжҲ‘们йғҪз»ҸеёёеҸҜд»ҘзңӢеҲ°еҘ№зҡ„иә«еҪұпјҢйӮЈд№ҲпјҢеңЁйҖүжӢ©иҝҷдёҖж¬ҫTеһӢж§Ҫй“ёй“Ғе№іеҸ°зҡ„ж—¶еҖҷпјҢжҲ‘们еҲ°еә•йңҖиҰҒд»Һе“ӘеҮ дёӘж–№йқўжқҘе…ҘжүӢе‘ўпјҹ
еңЁз„ҠжҺҘе№іеҸ°гҖҒTеһӢж§Ҫе№іеҸ°з”ҹдә§й“ёйҖ дёӯпјҢз„ҠжҺҘе№іжқҝгҖҒз„ҠжҺҘй“ёй“Ғе№іеҸ°зҡ„жөҮжіЁжё©еәҰеҰӮжһңжҠҠжҸЎдёҚеҘҪ,дјҡдҪҝе№іеҸ°е№іжқҝзҡ„жҲҗе“ҒзҺҮеӨ§еӨ§йҷҚдҪҺпјҢйӮЈд№ҲTеһӢж§Ҫе№іеҸ°гҖҒTеһӢж§Ҫз„ҠжҺҘе№іеҸ°зҡ„жөҮжіЁжё©еәҰиҫҫеҲ°еӨҡе°‘еәҰжүҚеҗҲйҖӮе‘ўпјҹдёӢйқўеҢ—йҮҚжңәжў°жҠҖжңҜз®ҖеҚ•д»Ӣз»ҚдёҖдёӢпјҡ
TеһӢж§Ҫе№іеҸ°гҖҒTеһӢж§Ҫе№іеҸ°й“ёйҖ ж—¶жөҮжіЁжё©еәҰиҝҮй«ҳе°ҶеӨ§еӨ§жҸҗй«ҳеәҹе“ҒжҜ”дҫӢ
жөҮжіЁжё©еәҰиҝҮй«ҳдјҡеј•иө·з ӮеһӢж¶ЁеӨ§пјҢзү№еҲ«жҳҜе…·жңүеӨҚжқӮз ӮиҠҜзҡ„зҒ°й“ёй“Ғ件пјҢеҪ“жөҮжіЁжё©еәҰ≥1420в„ғж—¶еәҹе“ҒеўһеӨҡпјҢжөҮжіЁжё©еәҰдёә1460в„ғж—¶еәҹе“Ғиҫҫ50%гҖӮеңЁз”ҹдә§дёӯпјҢеҲ©з”Ёж„ҹеә”з”өзӮүзҶ”зӮјиғҪиҫғеҘҪең°жҺ§еҲ¶й“Ғж¶Іжё©еәҰгҖӮ
й“ёй“Ғе№іжқҝжөҮжіЁжё©еәҰиҝҮдҪҺж—¶еҸҜиғҪеҪўжҲҗзҡ„зјәйҷ·пјҡ
(1)зЎ«еҢ–й”°ж°”еӯ”жӯӨз§Қж°”еӯ”дҪҚдәҺзҒ°й“ёй“Ғ件表зҡ®д»ҘдёӢдё”еӨҡеңЁдёҠйқўпјҢеёёеңЁеҠ е·ҘеҗҺжҳҫйңІеҮәжқҘпјҢж°”еӯ”зӣҙеҫ„зәҰ2~6mmгҖӮжңүж—¶еӯ”дёӯеҗ«жңүе°‘йҮҸзҶ”жёЈпјҢйҮ‘зӣёз ”究表жҳҺпјҢжӯӨзјәйҷ·жҳҜз”ұMnSеҒҸжһҗдёҺзҶ”жёЈж··еҗҲиҖҢжҲҗпјҢеҺҹеӣ жҳҜжөҮжіЁжё©еәҰдҪҺпјҢеҗҢж—¶й“Ғж¶Ідёӯеҗ«Mnе’ҢSйҮҸй«ҳгҖӮ
иҝҷж ·зҡ„еҗ«SйҮҸе’ҢйҖӮе®ңзҡ„еҗ«MnйҮҸ(0.5%~0.65%)пјҢеҸҜж”№е–„й“Ғж¶ІзәҜеәҰпјҢд»ҺиҖҢжңүж•Ҳең°йҳІжӯўиҝҷзұ»зјәйҷ·гҖӮ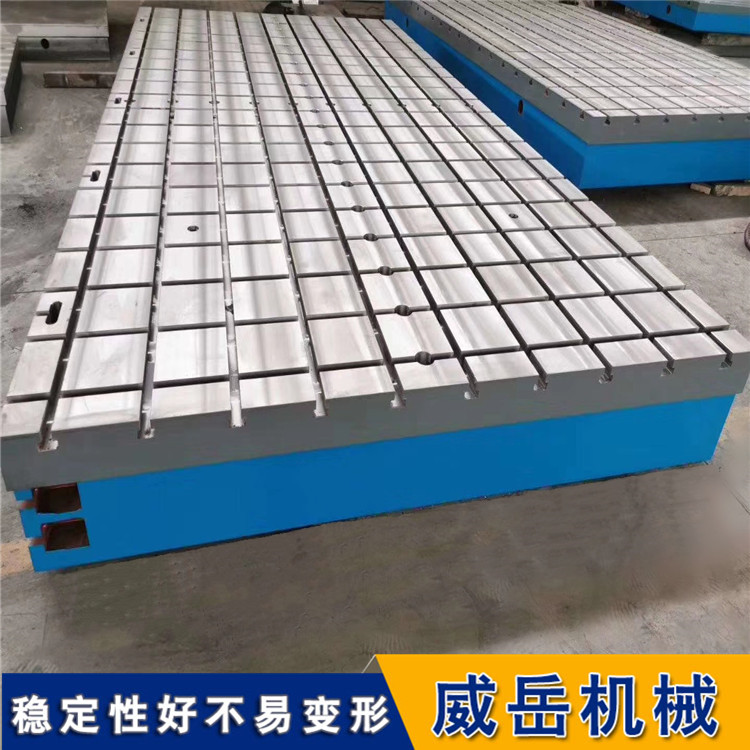
(2)з ӮиҠҜж°”дҪ“еј•иө·зҡ„ж°”еӯ”ж°”еӯ”е’ҢеӨҡз©әжҖ§ж°”еӯ”еёёеӣ з ӮиҠҜжҺ’ж°”дёҚиүҜиҖҢеј•иө·гҖӮеӣ дёәйҖ иҠҜж—¶з ӮиҠҜеӨҡеңЁиҠҜзӣ’дёӯзЎ¬еҢ–пјҢиҝҷе°ұеёёдҪҝз ӮиҠҜжҺ’ж°”еӯ”ж•°йҮҸдёҚеӨҹгҖӮдёәдәҶеҪўжҲҗжҺ’ж°”еӯ”пјҢеҸҜеңЁеһӢиҠҜзЎ¬еҢ–еҗҺиЎҘе……й’»еӯ”гҖӮ
(3)ж¶ІдҪ“еӨ№жёЈеҠ е·ҘеҗҺзҒ°й“ёй“Ғ件表зҡ®д№ӢдёӢдјҡеҸ‘зҺ°дёҖдёӘдёӘеҚ•дҪ“зҡ„е°Ҹеӯ”пјҢеӯ”зҡ„зӣҙеҫ„дёҖиҲ¬дёә1~3mmгҖӮдёӘеҲ«жғ…еҶөдёӢеҸӘжңү1~2дёӘе°Ҹеӯ”гҖӮйҮ‘зӣёз ”究表жҳҺпјҢиҝҷдәӣе°Ҹеӯ”дёҺе°‘йҮҸзҡ„ж¶ІдҪ“еӨ№жёЈдёҖиө·еҮәзҺ°пјҢдҪҶиҜҘеӨ„жңӘеҸ‘зҺ°Sзҡ„еҒҸжһҗгҖӮз ”з©¶иЎЁжҳҺпјҢиҝҷз§Қзјәйҷ·дёҺжөҮжіЁжё©еәҰжңүе…іпјҢжөҮжіЁжё©еәҰй«ҳдәҺ1380в„ғж—¶пјҢ铸件дёӯжңӘеҸ‘зҺ°иҝҷз§Қзјәйҷ·пјҢж•…жөҮжіЁжё©еәҰеә”жҺ§еҲ¶еңЁ1380—1420в„ғгҖӮеҖјеҫ—дёҖжҸҗзҡ„жҳҜж”№еҸҳжөҮжіЁзі»з»ҹи®ҫи®ЎпјҢжңӘиғҪж¶ҲйҷӨжӯӨзјәйҷ·пјҢж•…жӯӨз§Қзјәйҷ·еҸҜд»Ҙи®ӨдёәжҳҜз”ұдәҺжөҮжіЁжё©еәҰдҪҺд»ҘеҸҠй“Ғж¶ІеңЁеҫ®йҮҸиҝҳеҺҹж°”ж°ӣдёӢжөҮжіЁж—¶еҪўжҲҗзҡ„гҖӮ
жөҮжіЁжё©еәҰиҝҮдҪҺеёёи§Ғзҡ„еҺҹеӣ жҳҜжөҮжіЁеүҚпјҢй“Ғж¶ІеңЁж•һеҸЈзҡ„жөҮеҢ…дёӯй•ҝж—¶й—ҙиҝҗиҫ“е’ҢеҒңз•ҷиҖҢж•ЈзғӯгҖӮеҢ—йҮҚжҠҖжңҜе»әи®®з”ЁеёҰжңүз»қзғӯжқҗж–ҷзҡ„жөҮеҢ…зӣ–пјҢеҸҜд»Ҙжҳҫи‘—ең°еҮҸе°‘зғӯжҚҹеӨұпјҢжҸҗй«ҳTеһӢж§Ҫе№іеҸ°зҡ„жҲҗе“ҒзҺҮгҖӮ

дҪҝз”Ё еҫ®дҝЎ жү«дёҖжү«
еҠ е…ҘжҲ‘зҡ„вҖңеҗҚзүҮеӨ№вҖқ
йҮ‘зүҢжңҚеҠЎ
е№іеҸ°еЈ°жҳҺ
е…ідәҺжҲ‘们

дёӢиҪҪжҺҢдёҠжңүиүІ









е…ЁйғЁиҜ„и®ә