因为金属报价行情动摇较快,本店未能及时更正报价,所以各位买家购买产品之前请先咨询或许直接电话咨询,避免购买产品后发生不必要的纷争,不方便之处,敬请体谅,谢谢合作,祝购物愉快!!

1.保存办法
锡膏的保管要操控在1-10℃的环境下;锡膏的运用期限为6个月(未开封);不行放置于阳光照耀处。
2.运用办法(开封前)
开封前须将锡膏温度回升到运用环境温度上(25±2℃),回温时刻约3-4小时,并制止运用其他加热器使其温度瞬间上升的做法;回温后须充沛拌和,运用拌和机的拌和时刻为1-3分钟,视拌和机机种而定。
3.运用办法(开封后)
1)将锡膏约2/3的量增加于钢网上,尽量坚持以不超越1罐的量于钢网上。
2)视出产速度,以少数屡次的增加办法补足钢网上的锡膏量,以坚持锡膏的质量。
3)当天为运用完的锡膏,不行与没有运用的锡膏一起放置,应其他存放在其他容器之中。锡膏开封后在室温下主张24小时内用完。
4)隔天运用时应先行运用新开封的锡膏,并将前一天未运用完的锡膏与新锡膏以1:2的份额拌和混合,并以少数屡次的办法增加运用。
5)锡膏印刷在基板后,主张于4-6小时内放置零件进入回焊炉完结着装。
6)换线超越1小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。
7)锡膏接连印刷24小时后,因为空气粉尘等污染,为保证产质量量,请依照“过程4)”的办法。
8)为保证印刷质量主张每4小时将钢板双面的开口以人工办法进行擦洗。
9)室内温度请操控与22-28℃,湿度RH30-60%为最好的作业环境。
10)欲擦洗印刷错误的基板,主张运用工业酒精或工业清洗剂

操作說明 APPL ICATION NOTES | |||||||||||||||||||||||
用处 | |||||||||||||||||||||||
9037系列適用於Sn99/Ag0.3/Cu0.7無鉛焊料合金.推薦採用3號金粉,但根據不同的用塗如標準 | |||||||||||||||||||||||
印刷和超細間距選用不同的IPC合金末類型。 | |||||||||||||||||||||||
印刷參數 | |||||||||||||||||||||||
印刷刮刀 | 80-90肖氏硬度的聚亞安酯或不銹鋼材料 | ||||||||||||||||||||||
刮刀速度 | 25-150mm/sec | ||||||||||||||||||||||
磨板材料 | 不銹鋼|、鉬、或黃銅 | ||||||||||||||||||||||
溫度濕度 | 溫度70-77F(21-25℃)、濕度35-65% R.H. | ||||||||||||||||||||||
| |||||||||||||||||||||||
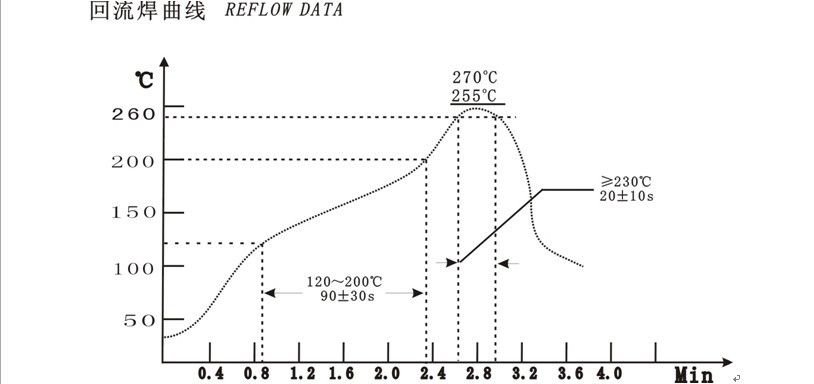
回流焊曲线REFLOW DATA | |||||||||||||||||||||||
| |||||||||||||||||||||||
升溫速率 | 到達120℃所需時間 | 预热120-200℃ | 峰值溫度 | >230℃ | 冷卻速度 |
| |||||||||||||||||
1~3℃/S MAX | 〈90秒 | 90±30秒 | >260℃ | 20±10秒 | <4℃/S |
| |||||||||||||||||
焊後清洗 | |||||||||||||||||||||||
9037系列屬於免洗錫膏。一般應用時無需清洗焊後殘留物。 如需進行清洗,9037系列焊後殘留物也很简单凭借保奇相對應的清洗劑清洗。 | |||||||||||||||||||||||
包裝方式 | 瓶裝 --每瓶250克和500克可供選擇 | ||||||||||||||||||||||
貯存、操作及保存期限 | |||||||||||||||||||||||
9037在5-10℃條件下可保存6個月。留意不要對錫膏進行冷凍處理。 錫膏打開包裝运用前需進行充沛回溫到室溫(推薦4個小時) 冷藏保存時或许會引起錫膏內組分的分離,运用前充沛攪拌錫膏1-5分鐘以充沛混合均勻。 不要將用剩的錫膏與新的錫膏混合在同一包裝內。錫膏不需求运用時應从头進行密封,當瓶蓋不能很好地進行密封保存時請更換瓶蓋內襯以保證盡或许的密封。 | |||||||||||||||||||||||
9037免洗錫膏合金成份表(Sn99/Ag0.3/Cu0.7) | |||||||||||||||||||||||
成分 | Sn | Pb | Cu | Cd | Zn | AI | Sb | Fe | As | Ag | Ni | ||||||||||||
含量 | Rem | ≤0.08 | 0.7 | ≤0.002 | ≤0.002 | ≤0.01 | ≤0.12 | ≤0.02 | ≤0.006 | 0.3-.045 | ≤0.005 | ||||||||||||
| |||||||||||||||||||||||
測試報告 | |||||||||||||||||||||||
型號:9037 | |||||||||||||||||||||||
助焊劑類型:ROMO | |||||||||||||||||||||||
原始資料測試日期:12/04/2009 | |||||||||||||||||||||||
| |||||||||||||||||||||||
測試項麼目 | 依據細則 | IPC-TM-650測試办法 | 測試要求 | 測試結果 | |||||||||||||||||||
金屬含量 | 3.4 | 2.2.20 | 89.5-90.5% | 89.7% | |||||||||||||||||||
黏度 | 3.5 | BrookfieId |
| 700-1400kcps | 700-1100 | ||||||||||||||||||
MaIcom |
| 150-250kcps | 170-230 | ||||||||||||||||||||
| 3.6 |
| 無橋聯 | 合格 | |||||||||||||||||||
錫球 | 3.7 | 2.4.43 | 無成簇或大錫球 | 合格 | |||||||||||||||||||
擴展率 |
| 4.7.7.2.2 |
| 92% | |||||||||||||||||||
銅鏡測試 | 3.2.4.1 | 2.3.32 | <50%穿透 | 合格 | |||||||||||||||||||
鹵素測試 | 3.2.4.2 |
|
|
| |||||||||||||||||||
鉻酸銀試紙測試 | 3.2.4.2.1 | 2.3.33 | 無顏色改變 | 合格 | |||||||||||||||||||
*點測試 | 3.2.4.2.2 | 2.3.35.1 | 無顏色改變 | 合格 | |||||||||||||||||||
銅面腐蝕 | 3.2.4.4 | 2.6.15 | 輕微腐蝕可接受 | 合格 | |||||||||||||||||||
表面絕緣阻抗 | 3.2.4.4 | 2.6.3.3 | 0小時 | >1.00×108 | 1.09×1012 | ||||||||||||||||||
3.2.4.5 | 96小時 | >1.00×108 | 1.38×1011 | ||||||||||||||||||||

特徵 FEATURUS | |||||||
无鉛焊料 | 12小時連續印刷才能 | ||||||
6小時塌時間表 | 無需求氣保護 | ||||||
黏度持續坚持不變 | 16miI(0.4mm)簡距的可印刷性 | ||||||
焊膏成分 STANDARD PASTE COMPOSTION | |||||||
應用特徵 | IPC合金類型 | 合金粉尺度 | 合金粉含量 | ||||
標準印刷 | 3 | 25-45um | 89% | ||||
細間距印刷 | 4 | 20-38um | 88.5% | ||||
滴注 | 3 | 25-45um | 85% | ||||
物理功能 PHYSICAL PROPERTIES | |||||||
適於89%,-325+500目合金粉焊錫膏 | |||||||
BrookfieId:700-1400kcPs @ 5 RPM(BrookfieId Viscmter at25℃) | |||||||
MaIcom:1700-2300 Poise @ 10 RPM(MaIcom Viscometer at25℃) | |||||||
錫球測試 | 合格 | 測試標準 | J-STD-005,IPC-TM-650,Method 2. 4. 43 | ||||
濕潤性測試 | 合格 | 測試標準 | J-STD-005,IPC-TM-650,Method 2. 4.45 | ||||
牢靠功能 REL IABILTY PROPERTIES | |||||||
銅鏡測試 | 合格(低) | 測試標準 | J-STD-004,IPC-TM-650,Method 2. 3. 32. | ||||
銅面腐蝕測試 | 合格(低) | 測試標準 | J-STD-004,IPC-TM-650,Method 2. 6. 15 | ||||
鹵素含量測試 | |||||||
鉻酸銀試紙測試 | 合格 | 測試標準 | J-STD-004,IPC-TM-650,Method 2. 3. 33 | ||||
*點測試 | 合格 | 測試標準 | J-STD-004,IPC-TM-650, Method 2. 3. 35. 1 | ||||
表面絕緣阻抗 | 合格 | 測試標準 | J-STD-004,IPC-TM-650,Method 2. 6. 3. 3 | ||||